
Home |
Discussion Forum |
Gear Services |
Buy/Sell |
Download Software |
Software Updates |
Contributors |
Articles |
Contacts
DISCLAMER: Neither Community PC nor its agents accept any liability or responsibility for the applicability, use or misuse of any of the information, suggestions or procedures that appear in this FAQ. If you see errors or omissions please contact us at
Calculate Span Measurement Over Teeth
Thanks to John Cerra for chart and formulas, and Malcolm Brown for field testing.
GEAR TERMINOLOGY, FORMULAS, and DEFINITIONS:
GearSolutions, a technical publication, has many gear topics of interest.
Example:
hobbing throated worm gears Fly Cutting and Tapered Hobs on machines with tangential feed, as well as Radial infeed.
EngineersEdge is a website of specs, formulas,etc.Excellent source of data, formulas, standards, etc. for all types of gearing.
Example: Spline documentation-courtesy of EngineersEdge 5480 spline specification
QTC's excellent website contains easily accessed on-site topics of technical documentation and illustrations to aid in the understanding and selection of QTC products.
QTC also offers a Book2 catalog of 20,000 components covers metric/module components, with a Book1 catalog expected later - check back!
These are links to copyrighted material on other websites. Please
if you find a missing or broken link.
Manuals for my gear cutting machinery?
CPC SOFTWARE TOPICS: PRINTING QUESTIONS:
Why doesn't my application print correctly?

I have a version of Windows that doesn't run 16-bit apps. How do I run CPC Software?
What is a software demo version?
Why do some demos fail to download?
How do I install the software?
Why am I seeing this window when I start the software?

I am a licensed user with new PC - How do I get a New Activation Key?
Can I use CPC software in full screen?
Why doesn't CPC use dongles to protect software?
How to get the mouse to work in Windows NT or Win2000?
IMPORTANT USER BACKUP FILES:
What files do I need to retrieve from a backup copy to restore my custom machine and summary data?
GENERAL GEAR CUTTING QUESTIONS:
What can I do to minimize TIR (Total Indicated Runout)?
Hobbing nylon, plastic, and other non-metalic materials
HOBBING MACHINE TOPICS:
My first setup on a new differential machine doesn't work - How can I find the problem?
What can I cut on a non-differential gear hob?
When do I need a differential-equipped gear hob?
How is a traditional hobbing machine set up to cut a spur gear?
How does a non-differential hobbing machine cut helical gears?
Find a differential hobbing machine's lead constant for CPC-HOB.
How do I hob a large number of prime teeth on a spur gear?
Shaper cut a large prime gear on a shaper
What is the feed constant for my hobbing machine?
What is a "dial feed" or hydraulic feed hob machine?
What if hobber has feed change gears and a stepping lever?
Using CPC-HOB to setup hob machine with tangential hob shift.
What are typical machine constants for hobbing machines and what are they for?
Table of machine constants for hobbing machines
A - C
D - G
H - K
L
M
N - P
Q - S
T - Z
Where can I find the Differential Formula for my gear hobber?
I have a Lead Checker. How can I use it to find the Differential Formula for my gear hobber?
What can I use to check gear lead angle if I don't have a lead checker?
What is the trial and error method to find the Differential Formula for my gear hobber?
What is the Differential Factor (DF) in CPC-HOB's machine listing?
Why does CPC-HOB occasionally find index gear sets too small to reach?
Some suggestions when hobbing plastic, nylon, or TufPoly
Worm gears: A few hints and suggestions
I've tried everything but it won't cut a good gear - what's wrong?
MISC. PC / WINDOWS QUESTIONS:
How to start and run DOS applications in Windows.
Why doesn't my DOS application print correctly?
Why doesn't my mouse work in a DOS application?
SPUR BEVEL GEAR TOPICS:
What information is necessary to specify a STRAIGHT BEVEL GEAR summary?
SPIRAL BEVEL GEAR TOPICS:
What information is necessary to specify a SPIRAL BEVEL GEAR summary?
What is Gleason's Versacut method and how is it used to cut spiral bevel gears?
How are cutter numbers interpreted for Gleason No. 16 and 26 machines?
Is Gleason's UNITOOL Method right for me?
How to Inspect Gleason Spiral Bevel Contact Patterns
SHAPER MACHINE TOPICS:
What is the change gear setup for a Fellow's No. 6 or No. 6A Shaper?
What is the change gear setup for a TOS OH 6 Gear Shaper?
![]() Where can I find manuals for my gear cutting machinery?
Where can I find manuals for my gear cutting machinery?
Saw this posted on 11/23/13 on the Discussion Forum:
UManuals, an online resource for industrial manuals
Their website has a full search facility for archived documents covering a wide range of
industrial names. The selection, considering that most material is long out of print, is pretty good. I believe they
are adding to listings, so check them from time to time. I checked the Gleason section and would like to see more
there, but they do have a Gleason No. 16 manual.
They have a Brochure section offering free information to those looking for machine specs.
The forum post originally pointed to EBay, where UManuals is selling a Barber Coleman Type A Operators Handbook.
Thanks to Harvey Snowden for finding and posting this to the forum!
Industrial Manuals has a plethora of hobber manuals for all kinds
of machinery, and a pretty good collection of manuals for Barber Colman, G&E, Mikron, etc.
A good selection of Gleason manuals also. They are probably always adding to their inventory, so check them out
from time to time.
Their search facility is quite good and easy to use. Adam is the guy with whom I've corresponded.
Saw this posted on the forum:
Call Patty at Machinery Support (513) 681-1770
Thanks, Mike Locicero!
David Tomalis of Cadillac Machinery provided this link to a website specializing in machinery manuals:
Machinery Manuals Online or
Machinery Support Online. They specialize in machine manuals, including manuals for gear hobbing equipment like Barber Colman and Gould & Eberhardt.
Crown Hollander Inc. also claims an extensive list of manuals available upon request.
As they say, "If you don't see what you're looking for, just ask."
And Please -- Don't throw out your old, obsolete equipment manuals! These folks say they will buy them, and I'll bet that someone somewhere sometime will be glad you passed them on!
Gear Works in Springfield Vermont specializes in Fellows Gear Shapers, and I understand they can provide manuals for repair, operation, etc. They also offer services for Mikron gear hobbers.
Recently found this site in the UK called Lathes. Although their name says "Lathes" they have manuals for a wide variety of machinery including hobbers like Dowding & Doll.
Drew, a frequent forum contributor, has reported buying Fellows repair manuals at:
Bourn & Koch.
To quote the B & K site: "We are the OEM for American Tool, Barber Colman, Blanchard, Brown & Sharpe, Bullard,
Conomatic, DeVlieg, Fellow, Futuremill, Jones & Lamson, Mattison Woodworking, Mattison Grinders, Motch, National Acme,
New Britain, Rockford Machine Tools, Rockford Punch Press, Roto-Tech, Springfield, and White-Sundstrand."
At the link page, there is a separate parts phone number for each category of machine.
![]() Where can I find parts for my SouthBend Lathe?
Where can I find parts for my SouthBend Lathe?
I see a lot of folks looking for repair parts or accessories for South Bend Lathes. Chris Saurwein posted the following info on the Meshing with Gears Discussion Forum:
South Bend has a nice website where you can order parts by Email, or you can use their 800 number (also available on their website).
Chris also suggests "A good source for used parts:
Plaza Machinery, Box 14, Bethel, VT Phone (802) 234-9673."
Thanks Chris.
![]() I have Windows XP and it displays a security screen sometimes when I open a file on my PC. Can I disable it?
I have Windows XP and it displays a security screen sometimes when I open a file on my PC. Can I disable it?
This window is one of Window's dubious "protections" that can nag you to distraction. It came with one of the SP updates. So the first question to ask yourself is "Should I disable it?"
This warning appears when you download from the net, or when you access files from your LAN (local network). It would be nice if you could leave it in place for internet downloads, and remove it from local file use, but I don't know a way to do that.
If you want to disable it altogether, here are the steps:
Click on "Start"
Right click on "My Computer"
Click on "Properties"
Click on "Advance"
Click on "Environment Variables"
For the top window, click on "New"
Type "SEE_MASK_NOZONECHECKS" (without quotes) into "Variable name:"
Type "1" (without quotes) into "Variable Value:"
Click on "OK" until you've exited "My Computer" properties.
To enable this window again just follow the procedure above, but when you get to "Variable Value" enter 0.
![]() I have a version of Windows (e.g. Vista 64 or Windows 7) that doesn't run 16-bit apps. How do I run CPC Software?
I have a version of Windows (e.g. Vista 64 or Windows 7) that doesn't run 16-bit apps. How do I run CPC Software?
Four common situations are addressed below:
1. If you have Windows 7 with XP MODE
Open your XP MODE window, download the CPC Software you need, and start CPC Software installation. Ignore the
UAC screens if displayed. When you get to the "Choose Components" screen, choose "32 bit Version" and continue installing.
2. If you have Vista 64 bit, XP 64 bit, or Windows 7 Home or Premium and cannot install XP MODE
Download CPC Software you need and start the CPC Software installation. When you get to the "Choose Components" selection screen,
choose "64 bit Version" and continue installing. This will automatically install DosBox.
If not familiar with DosBox, you can download the DosBox manual using the following link: DosBox website.
DosBox slows the CPC Software, and cursor motion is not smooth (Ctrl+F10 releases the cursor), but together DosBox and CPC Software are stable and full-featured. DosBox does not include printing, but CPC Software installation includes seamless printing functionality that uses Win7 Print Manager.
3. If you have Vista 32 bit or XP 32 bit OS
You're in luck. Download the CPC Software you need, and start installation. When you get to the "Choose Components" screen,
choose "32 bit Version" and continue installing.
4. My PC is getting really old - what should I look for in a new PC?
If you are planning to replace your PC or update Windows from XP or Vista, Windows 7 is the obvious choice.
Not so obvious is the best way to preserve your 16-bit applications (e.g. CPC software) on that hot new Windows 7 machine.
If you use 16-bit software, Here is what you need to know about Windows 7 and XP MODE:
(A) There are 9 versions of Windows 7 and not all of them can run XP MODE.
You must have one of the following versions of Windows 7 to install XP MODE:
Professional
Ultimate
Enterprise
if your version is not one of the above, Microsoft requires you to upgrade your Windows 7 to one of the above before you can install and use XP MODE.
(B) If you have one of the above versions, seriously consider installing Microsoft's Free Windows XP MODE.
The link below points to Microsoft's XP MODE download for Windows 7:
XP MODE Download (Free for now!)
(C) XP MODE relies on Hardware Assisted Virtualization (HAV) and you need to check out the following link to see
if your PC has HAV. There is a download for software to "check" your PC for suitability. If your PC does not have HAV,
there is a Non-HAV hot fix patch you can also download from this page:
What to do about HAV?
An excellent description of XP MODE, how to use it, and what it can (and can't) do is in an article by Peter Bright.
Check it out if you are interested. (I won't try to rehash the information here):
What is XP MODE and why do I care?
To conclude, there is an installation option in CPC software for every situation Windows might present. A very desirable situation for 16-bit apps is with XP MODE installed on Win 7 (see above for compatibility). You can quickly go between your Win 7 desktop and the XP window since XP MODE is a tightly integrated virtual machine running XP. And, when you are in the XP window, it's practically as fast and just as full featured as XP was.
Less desireable but simple to install is the situation where you are using Windows 7 (8 or 10) and are not going to install XP MODE. In that case CPC Software must be installed for 64-bit OS. Selecting 64-bit during installation automatically installs DosBox and necessary components that will run CPC Software in DosBox. Besides the fact that the installation is simple and complete and everything works, DosBox is a bit slow.
Okay, as author I still use my old PC (which is the old-fashioned XP platform). It is the best platform for developing CPC software, but I use the Win7 machine as web author and to final test software in DosBox and XP MODE. If I must recommend a Windows upgrade I like Windows 7. I haven't warmed to Win 8 (or 10) even with work-arounds for touch screen navigation - I'm still a mouse and keyboard kinda guy...
![]() I installed a CPC program on my 64-bit Win7 and it installed DosBox automatically. There are two black windows under the DosBox window.
If I move the DosBox window the mouse sometimes gets stuck.
I installed a CPC program on my 64-bit Win7 and it installed DosBox automatically. There are two black windows under the DosBox window.
If I move the DosBox window the mouse sometimes gets stuck.
The two black (cmd) windows under the DosBox window are only necessary at start-up. This topic shows how to remove them so that a "clean" DosBox window is displayed, and mouse movement is unrestricted (but may not be visible when overlapping another window).
One of the black windows is DosBox Status window, and the other is DosBox Command window. It is not necessary to keep these windows visible after DosBox starts, so here is how to remove them (This removal lasts until an update/installation is performed).
Remove DosBox status window:
There is a .cmd file in your CPC program folder (cpc<my app name>db.cmd), which contains the line:
DOSBOX.EXE
Add -noconsole to the end to stop displaying the Status Window. There is a space between EXE and -. Then the line becomes:
DOSBOX.EXE -noconsole
Remove DosBox Command Window:
This window is minimized by changing the desktop icon property.
Right-click the desktop icon and open "properties".
Under the "Shortcut" tab, find the Run: prompt box. Drop down the choices and select "minimize".
Save the properties to return to the desktop.
Click on the desktop icon and you should see only the DosBox window running the CPC software.
NOTE: minimizing the DosBox Command Window stops an irritating mouse behavior:
If the Command Window does not fully contain the DosBox screen,
portions that are not overlapped cannot accept the mouse. This will happen if you move DosBox screen to partially overlap the Command Window.
Toggling the mouse with [ctrl+F10] resets mouse behavior, but removing the Command Window avoids this mouse misbehavior altogether.
![]() What is a software demo version?
What is a software demo version?
Demo versions allow someone to have and use a software program for trial testing. A good demo looks and feels exactly like the full version solution without being the full version. Certain inputs are restricted in a demo so that it is not useful except for testing and evaluation.
![]() Why do some demos fail to download?
Why do some demos fail to download?
Some products are in beta testing, or undergoing revision, and are removed from the download form temporarily. If you are unable to download a specific product, please you are interested. This will help us prioritize our work to your needs.
![]() How do I install the software?
How do I install the software?
Downloading and installing CPC software from this website is much easier now than before. Click to download a Demo or click to update your licensed program.
![]() Why am I seeing this window when I start the software?
Why am I seeing this window when I start the software?
This window is displayed by MicroSoft for any 16-bit program that tries to access the hard drive. All of the CPC programs are compatible with any operating system that can run 16-bit applications, including Windows. This is for information only, and should never have used the words "Choose 'Close' to terminate...". After all, you want to run the application, right? Just click on 'Ignore' to continue to your program. By the way, you won't see this window every time you start up. Maybe MicroSoft knows why.
![]() I am a licensed user with a new PC - How do I get a New Activation Key?
I am a licensed user with a new PC - How do I get a New Activation Key?
As a licensed user you will, from time to time, find it necessary to request a new Activation Key.
Emailing the ID Number by typing in the text string can be tricky since it is long and it is easy to make a typo or other error.
The best way to send the ID Number is to email a complete screen capture of the software's Registration Screen.
Here are screen capture directions for 16-bit applications such as CPC Software running in DOS-BOX:
(1) Start your CPC Software (it will open in Demo Mode when not activated). Click Activate in the menu, and select Agree to display the Registration Screen:
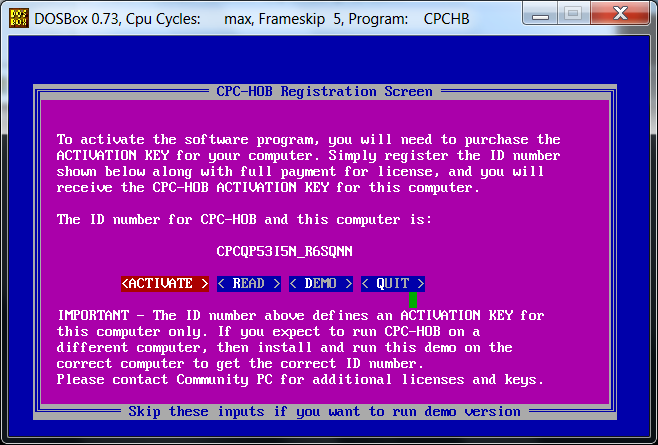
(Your screen will be similar to above, but will vary according to the CPC Package, Operating System, etc. )
(2) With your cursor anywhere in the Registration screen, hold the Alt key and touch the Print Scrn key. [Alt+Print Scrn] copies the selected screen to your clipboard (you won't see anything change, but your clipboard will store the screen image of the window selected by your cursor).
(3) Open an email message to
(4) Paste the screen image into the email body with [Ctrl+V] . Now you will see the saved screen image in your email.
(5) Send that email to me and I'll return the matching Activation key.
Also, to avoid possible delays, please include the user and company name to whom your software is originally licensed.
![]() Can I use CPC software in full screen?
Can I use CPC software in full screen?
If you use Windows NT or XP, CPC software is displayed in a small command window on the desktop by default. Personally I like it that way, but I use a large monitor and often switch to other windows. If you prefer full screen however, you can change the command window to be displayed "full screen." There are two ways:
Changing the window configuration is good if you start from an icon and you always want full screen:
Right click on the title of the command window and select Properties
Select the options tab. Click OK
You have the option to either make the change just for the current session of for all future sessions. Make you choice and click OK
Or if you want to switch easily back and forth at any time:
While the command window is selected, press Alt-Enter. Use Alt-Enter to toggle between window and full screen mode.
Either way, you are automatically returned to the desktop when you exit CPC software.
An activation key is a word or string of characters used to turn a demo version into a complete functioning software product. Activation keys are unique for each and every computer and for each software package.
![]() Why doesn't CPC use dongles to protect software?
Why doesn't CPC use dongles to protect software?
Dongles are, well, a nuisance to software developers and users alike. Dongles must be physically shipped to users, dongles get lost, and if more than one is attached to a computer's parallel port it can get "Bulky". I never met anyone using dongles that liked them.
The whole purpose of a dongle is to keep someone from stealing your licensed software copy and using it. Actually, stealing it from you is a business loss for me as a developer, because every unlicensed copy out there is a copy that I won't get paid for. Because this software is expensive to develop and is highly specialized, protection is very important. I think if someone could copy your gear products without going to the expense and trouble of making them, you'd have to find something else to do for a living, right?
We use activation keys to protect software with minimum inconvenience to our valued customers. Activation keys protect our investment and permit us to base prices on value and service, not losses. With your understanding and support, we'll continue to enjoy a win-win partnership that makes expanded future product development and customer support services possible.
![]() How to get the mouse to work in Windows NT, XP, or Win2000?
How to get the mouse to work in Windows NT, XP, or Win2000?
CPC software runs in the Command window of Windows NT, XP, and Win2000. This Command window (often referred to as a DOS window) is, by default, setup with "QuickEdit Mode" selected. This prevents the mouse from selecting items in any DOS application screen. You will need to turn off QuickEdit Mode to get normal use of the mouse.
If you find that you cannot use your mouse to select screen items, the fix is simple. Click on the upper left corner of the Command (DOS) window's title bar and select Properties from the drop-down menu. Select the Options tab and find the QuickEdit Mode checkbox and uncheck it. Next click OK and you will be asked whether to Apply properties to current window only or Save properties for future windows with same title. Select Save properties for future windows with same title and click OK.
You may have to exit the application and reenter it for the change to take effect, but the mouse should now work as you probably expect.
![]() Files that save your user data
Files that save your user data
If you have reinstalled your program to a new PC and you have a backup copy of the program's home folder, then the following tables show the files to copy from your backup. You will need to use your file explorer to locate the home folder and file names as indicated below for each program installed.
Home Folder is the folder where you installed CPC application. SUMMARY is a sub folder always found under Home Folder
IMPORTANT!
After restoring backup files and folders, please start program and click the INDEX option (if found) in the first menu.
| Program | Location | File Name | Description |
| CPC-HOB | Home folder | HOBLIST.DBF | Hob Machine data entered |
| SUMMARY | <unique name>.TXT | setups saved in plain text |
| Program | Location | File Name | Description |
| CPC-HYP | Home folder | SETHYP.DBF | User input data saved to recreate past summaries |
| SUMMARY | <unique name>.TXT | summaries saved in plain text |
| Program | Location | File Name | Description | CPC-24 | Home folder | SETUPP.DBF SETUPP.IDX | User input data saved to recreate past summaries |
| SUMMARY | <unique name>.TXT | summaries saved in plain text |
| Program | Location | File Name | Description |
| CPC-BV1 | Home folder | SET16.DBF SET16.IDX | User input data saved to recreate past summaries |
| SUMMARY | <unique name>.TXT | summaries saved in plain text |
| Program | Location | File Name | Description |
| CPC-BV4 | Home folder | SET104.DBF SET104.IDX | User input data saved to recreate 104 summaries |
| Home folder | SET114.DBF SET114.IDX | User input data saved to recreate 114 summaries | |
| SUMMARY | <unique name>.TXT | summaries saved in plain text |
| Program | Location | File Name | Description |
| CPC-26 | Home folder | SETUPS.DBF SETUPS.IDX | User input data saved to recreate past summaries |
| SUMMARY | <unique name>.TXT | summaries saved in plain text |
| Program | Location | File Name | Description |
| CPC-2A102 | Home folder | SET2AF.DBF SET2AF.IDX | User input data saved to recreate past Formate summaries |
| Home folder | SET2AS.DBF SET2AS.IDX | User input data saved to recreate past Standard and Revised summaries | |
| SUMMARY | <unique name>.TXT | summaries saved in plain text |
| Program | Location | File Name | Description |
| CPC-DUP | Home folder | SETUPS.DBF SETUPS.IDX | User input data saved to recreate past summaries |
| SUMMARY | <unique name>.TXT | summaries saved in plain text |
| Program | Location | File Name | Description |
| CPC-SB | Home folder | SETUPSB.DBF SETUPSB.IDX | User input data saved to recreate past summaries |
| SUMMARY | <unique name>.TXT | summaries saved in plain text |
| Program | Location | File Name | Description |
| CPC-UNI | Home folder | SETUNIG.DBF SETUNIG.IDX | User input data saved to recreate past spiral summaries |
| Home folder | SETUNIF.DBF SETUNIF.IDX | User input data saved to recreate past formate summaries | |
| SUMMARY | SPUN<unique name>.TXT | summaries saved in plain text |
| Program | Location | File Name | Description |
| CPC-RATIO | Home folder | MACHLIST.DBF | User machine data saved |
| Home folder | G<unique number>.DBF
S<unique number>.DBF | User defined gear lists | |
| SUMMARY | RAT<unique name>.TXT | Setups saved in plain text |
| Program | Location | File Name | Description |
| CPC-TM | Home folder | TMLIST.DBF | User machine data saved |
| Home folder | G<unique number>.DBF
S<unique number>.DBF | User defined gear lists | |
| SUMMARY | TMI<unique name>.TXT TMM<unique name>.TXT | Setups saved in plain text, Inch Setups in metric units |
![]() What can I do to minimize TIR (Total Indicated Runout)?
What can I do to minimize TIR (Total Indicated Runout)?
Total Indicated Runout (TIR) is sensitive to a number of factors when using a nut type arbor. Minimize TIR by assuring that all blanks, spacers, arbor and nut faces are ground flat and parallel. A blank with faces out of parallel acts like a wedge when clamped under pressure, and the stoutest arbor will deflect. Tightening the nut should always abruptly stop, not slowly increase in resistance to the wrench. Increasing resistance (during, say, the last 1/4 turn of the wrench) usually means that the arbor is bending under clamping pressure.
A spherical nut/washer combination can help to reduce clamping irregularities. These are usually available from suppliers of milling machine clamps and fixturing supplies. Michael also recommends limiting the arbor length to no more than 3 times the hole size of the gear blank.
Thanks to Michael Kelly, Cardinal Engineering Company, for his suggestions.
...and don't use an arbor if possible.
Use expanding mandrels between centers instead. This is probably the best way to consistently reduce TIR measured relative to a gear's bore. Gear shafts cut between centers likewise benefit when the centers are clean and burr free, and the shaft is later ground between the same centers.
When a compression or nut-type arbor is used, the items mentioned in the previous topic apply no matter what the material is. Additionally, it is important to keep the bore sizes close to the arbor size, no more than .001 clearance being ideal.
We like using arbors but sometimes the size is a loose fit.
The arbor is too small but you don't have time to make a new arbor? Here are two suggestions. Dial indicate each blank when hand tight, tapping lightly into alignment. This make a BIG assumption that the bore is concentric with the OD which you are indicating. In other words it does no good to indicate the OD true if the bore is running out. The amount of the bore's runout, if you could measure it, will be the pitch-line runout of the gear when placed into service. Check concentricity by rolling the blank under the dial while loose on the arbor (arbor not rotating, of course).
This next suggestion doesn't rely on bore/OD concentricity, but requires some practice. Bores no more than .005/.010 larger than arbor can usually be mounted concentric using this method. With the nut loose, twist the blank sideways as hard as you can by hand, as though you were trying to bend the arbor. Holding the gear blank tightly twisted against the arbor with one hand, tighten the nut with the other. Usually the blank bore will "settle" in close concentricity with the arbor. Finish clamping to normal pressure and dial indicate to see if TIR is within specs. This approach may not work every time (just loosen and repeat) but is much easier and quicker than trying to shim between bore and arbor or tapping into alignment.
![]() Some plastic gear cutting suggestions.
Some plastic gear cutting suggestions.
Cutting plastic, bakelite, or nylon gears has the added challenge of how to remove the burr and minimize distortion. Michael Kelly finds it good practice to use a sacrificial backer washer to eliminate the burrs on non-metalic gears. This works well, especially when the OD chamfers are small. If you are cutting spur gears, or helical gears on a differential hob or shaper, press or pin the sacrificial washer on the arbor so it cannot rotate. When removing each batch, leave the washer in place. You'll find it will last a long time before needing to be replaced.
Another help is to use an absolutely sharp cutter. This reduces a lot of irregularities in tooth profile, resulting from scuffing and friction. When a hob tooth is taking a light cut, it is sometimes easier for the cutting edge to "ride over" the material than to penetrate and take a chip. This is a form of "scuffing". Sharp cutting edges are a must.
Climb hob cutting also results in better penetration, thus better finishing. You will hardly get a burr when climb hobbing non-metallics.
Over tightening an arbor nut can easily distort plastic gear blanks, resulting in distorted gears when released.
Nylon and plastic overheat easily when dry hobbing, especially when using fast hob speeds. When inspecting gear teeth, look for shiny spots on the tooth profile. Shiny spots, due to localized surface melting, are another indication of a dull cutter.
On nylon and plastic, use high table feeds such as .060 - .100 inch/rev. This not only speeds production and increases hob life between sharpenings, but minimizes scuffing and heating.
![]() My first setup on a new differential machine doesn't work - How can I find the problem?
My first setup on a new differential machine doesn't work - How can I find the problem?
This is a sequence of diagnostic tests for setups on new or unfamiliar hobbing machines. The main purpose is to isolate individual error sources in a setup and to diagnose a problem. The procedure is designed for any experience level.
There is another FAQ listing general things that can go wrong with both equipment and setups.
When setting up a machine for the first time, use an inexpensive blank. These tests will cause some damage to the blank's OD.
CPC-HOB software was used to create a sample setup for a typical hobber, but you don't need any knowledge of CPC-HOB to perform these tests at the machine.
There are 4 basic steps to finding problems in most hobbing setups. Each step must be done in the order given, so DON'T SKIP ANY STEPS!
Here are sample numbers for examples we will be using. If possible, consider single start hob cutter as your first choice to keep things simple.
GEAR SPECS:
79T 12 NDP, 15 Deg Helix Right Hand
MACHINE CONSTANTS AND FORMULAS:
Index Constant = 12 (from the machine manual)
12 x Hob Starts
where Index Gear Ratio = -----------------------
Teeth to Cut
We will assume that a calculation was done that produced the following index change gear set:
A C A x C 24 x 40
Index Change Gears: ---- x ---- = ----------- = ------------
B D B x D 79 x 80
Differential Constant = 5.96831 (from the machine manual)
5.96831 x SIN( helix angle)
where Differential Gear Ratio = ----------------------------------------------
Workpiece Module x Hob Starts
We will assume that a calculation was done that produced the following differential change gear set:
A x C 46 x 60
Differential change gears: ------------- = --------------
B x D 61 x 62
Cutter table feed depends on machine design. Some machines have a Feed Constant and use Feed Change Gears, some use "dial" feed. As long as the table feed can be engaged we need not be concerned with an actual feed amount for this topic.
CUTTER SPECS:
12 NDP Single Start Right Hand
FIRST TEST - Pull the index and differential change gears off and check gear sizes!
Check the number of teeth in ALL your index and differential change gears. These should match the
setup sheet you have (you can request a free first-time setup at this website).
It may be unlikely, but picking the wrong gear from the gear inventory must be ruled out. Count the teeth if you must. Do you know if all the change gears that came with the machine were stenciled correctly? If one of the change gears is not what it should be, then the rest of the tests are a waste of time. So VERIFY ALL CHANGE GEAR SIZES.
If the ABCD notation or ratios shown above are not clearly understood, then here is the correct way to mount ALL change gears. If you follow this example word for word you can't miss!
We'll start by using the common A/B x C/D notation (shown above) that is found in most manuals.
(1) A mounts on first driver shaft - the shaft which, by itself without a gear mounted,
rotates when machine is powered up
(2) B mounts on center Idler shaft so that it meshes with and is driven by A
(3) C mounts as second gear on Idler shaft
(4) D mounts on last (Final shaft) so that it meshes with and is
driven by the C
Using the same procedure, we'll describe how the example INDEX gear set is mounted:
(1) 24T mounts on first driver shaft - shaft which, by itself without a gear,
rotates when machine is powered up
(2) 79T mounts on Idler shaft so that it meshes with and is driven by
the 24T
(3) 40T mounts as second gear on Idler shaft
(4) 80T mounts on last (Final shaft) so that it meshes with and is
driven by the 40T
Make sure your index gears are mounted correctly before starting the next test.
SECOND TEST - check the index gear set by running on machine
No, you aren't going to try cutting the gear (besides, you probably tried that already, which landed you here!).
This test requires you to "tip off" the cutter at the the workpiece OD. This is similar to what you usually do just before setting cutter depth.
(1) Don't run the machine yet. If you have a "vertical" hobber, move the gear table away from the cutter so that you can freely
place the cutter behind the workpiece. If your machine is a "horizontal" hobber raise the workpiece and bring the cutter under the workpiece.
Make sure the cutter table feed is NOT engaged. If the machine has tangential feeding capability,
make sure it is disabled also.
(2) Manually rotate the machine to point a cutter tooth toward the OD.
Bring the cutter close to the workpiece OD to barely touch at the OD of the gear.
HINT: A good way to do this is to put a full sheet of paper between the cutter and the OD.
As you move the cutter in, keep your hand away but move the paper back and forth until the paper is trapped
between cutting edge and OD. Then manually rotate the machine until the cutter tooth
is not at it's closest point. Adjust cutter depth toward the OD for an additional .010 - .015".
Remember, this should be a kiss, not a smooch!
(3) Don't engage the feed. The cutter table must remain fixed in this position, so it will just scratch the OD.
(4) Run the machine for one revolution of the workpiece and stop to observe the marks left by the cutter.
Cutter marks should be small,
no wider than the tip of the cutter. The width will be less than half as wide as the distance between marks.
If you judge that the mark is wider than the cutter tip, check the following conditions:
(a) is the cutter the correct hand?
(b) is the cutter pitch (or module) correct?
(c) is the OD correct for the pitch and number of teeth?
(d) is the Index Constant what you think it is?
(e) is machine tight and in good condition?
(5) Okay, the marks look about right for one revolution. Now run the machine for a while, allowing the workpiece to rotate a number of times. You should see the cutter marks tracking in exactly the same place on the gear as the gear makes complete revolutions. Again, the width of cutter marks should not be getting wider.
(6) If the cutter does NOT track in the same exact place, and conditions
(a) through (e) above are ALL correct, then the index gears
are not correct! Go back and repeat FIRST TEST above.
One revolution of the workpiece is not enough for this test! Go off
and get coffee and come back in 15-30 minutes. If the index is right, the
shallow cutter marks will not change in size and will be clearly separated from each other.
Maybe it should have been said before, but index gears must EXACTLY match the required ratio (e.g. 12/79). There is no room for approximations here. If by chance the index gears were only slightly different from the ideal ratio, the cutter will not stay in synchronization with the workpiece. It might take a number of workpiece revolutions before you see that the cutter is not in sync because you are visually observing what could be a very small incremental movement of the marks. With enough revolutions, and if the index is not EXACTLY right, the cutter marks will eventually merge together around the OD.
Okay, you're tired of reading and things look good at this point, but read the
following Caveat anyway. It could possibly save you pain and agony!
CAVEAT: There is an exception to the index test above and
we can use our 79T example to see how it might happen. If the index
gear set is mounted correctly, but it's ratio EXACTLY matches 12/80 (or 12/78),
the machine would happily cut 80 (or 78) teeth! The machine usually has no problem with you adding
(or subtracting) a tooth at an OD correctly calculated for 79T. Cutter marks would sync
with the OD and would continue to track in the same places from now on. The only way to
avoid this otherwise deceptive index error is to actually count the number of tooth marks, which should
equal the number of teeth you intend to cut ( 79T). Oh, and by the way - if you don't
check the number of teeth now the following tests will not catch this error either.
If the index gear sizes are correct but are mounted on wrong shafts, it won't take many revolutions to see that the cutter is not in sync. (By the way, you can throat a worm gear by using an "incorrect" index set.)
THIRD TEST - Watch your angle's direction
For this test, be sure the differential is engaged. If you haven't done so, go ahead and
mount the differential gears using the same logic shown above for the index set,
with this one exception: The first shaft (A) does not rotate continuously while the
machine is running. It rotates only when the cutter table is moving.
If (and only if) the index test passed OK and the tooth marks are perfect in count and pattern, then engage the table feed. Now you running the first of two tests of the differential setup. Two different effects result from the differential: HELIX HAND and HELIX ANGLE. You are going to be looking at the HELIX HAND first.
As the cutter marks advance axially along the gear, you should soon see the hand of the helix forming. Is it RIGHT or LEFT hand?
Some machines have a handle or lever to reverse the differential, so check your manual to see how your machine is designed to control the HAND of the gear. If a lever reverses differential direction to control gear HAND, then skip the next paragraph about an extra idler. All you need to do is set the lever correctly to generate the correct HAND. However, if your machine is supposed to use an extra idler in the differential, then read on.
If the gear HAND is not correct, you may see a pattern of staggered tooth marks. More on that later, but for now just concentrate on the direction or HAND. If the helix is in the wrong direction, then the number of rotating shafts in the differential is not correct. This means either add an idler or remove an idler. There should ALWAYS be at least three rotating shafts. Three shafts are required to mount differential change gears.
What is the idler? If you can't reverse the differential with a lever, then the differential must be able to accept a single-gear idler mounted between a pair of gears that would otherwise mesh together. This does not affect the ratio of the differential gear set. It only changes the direction of rotation of the final shaft, and that direction of rotation determines whether helix hand is LEFT or RIGHT.
In other words, IF THE GEAR HAND IS WRONG, and there is no reversing lever, do one of the following:
(a) If there are only three rotating shafts, then add another idler with a
single gear (any size that fits will work).
(b) If you count four rotating shafts, then remove the extra idler (the one
with a single gear).
Run the machine again, let the cutter table travel, and verify that the hand is now correct. You should see a smooth path of cutter marks.
If you see a rough or staggered path after all this don't despair! Once you made sure that
the hand is correct, the rough (and possibly wide) pattern means only one thing: the cutter table is aligned
in the wrong direction!
Cutter table should always be aligned so that cutter teeth will pass through the tooth space
without interference. This involves adding (or subtracting) the cutter angle to (or from) the helix angle,
and setting the table to this calculated angle. Choice of "Add" or "subtract" depends on hand of gear, hand of cutter, and
which angle is largest. Suffice it to say that a full discussion of table angle setting should be in
your hobber's manual. For now, visualize the direction of teeth
on the cutter side of the blank and visualize the cutter's tooth alignment with direction of teeth.
If they aren't in the same direction, then the table angle must be set in the wrong direction.
When you have passed the first three tests, you are ready to verify the differential formula and the differential change gear ratio.
FOURTH TEST FOR DIFFERENTIAL What's the size of your angle?
Now you are ready to make a measurement of helix angle on the
workpiece OD. Using a protractor (or a lead checking machine if one is available),
see if the angle is close to the spec (our example is 15 Degrees). I admit this is neither easy
nor accurate with a protractor, but do your
best. If it is NOT correct, then one of two things has occurred:
Either:
(a) The Differential Formula used to calculate the differential change
gear set is incorrect.
or
(b) The Formula is correct, but the gear set found for calculated ratio is wrong
or
(c) The differential change gears are not mounted correctly.
The only way to know if (a) is the problem is to find the correct differential formula. If this is your first experience with using the differential on this machine, (a) should be considered. There is a FAQ here that deals with locating a machine's differential formula, but before we go there, let's look at (b) and check the gear set ratio first.
Here is the formula we think is right for our machine that should give us the desired ratio:
5.96831 x SIN(Helix)
Desired ratio = ----------------------------------
Module x Hob Starts
Since Module for 12 DP is 2.11666666,
we calculate the Desired ratio to be 0.729785336
Next, calculate the Actual ratio of the differential change gears.
46 x 60
Actual ratio = ---------------- = 0.729772607
61 x 62
The difference between desired and actual ratios is only 0.000013 (very close). This should cut a near perfect helix angle and assures us that (b) is not the problem.
Okay, we just verified the calculation (at least based on our formula), so let's look at possibility (c) - Are the gears mounted correctly?
This follows the same logic as the index gear set:
(1) 46T gear should be on the first shaft, i.e. the shaft that rotates as cutter table moves.
(2) 61T gear meshes with the 46T gear and is on the Idler shaft.
(3) 60T gear mounts on the idler shaft with the 61T gear.
(4) 62T mounts on the final shaft. It always mounts on the final shaft.
Remember the single-gear idler? The SECOND TEST above determined if the additional idler is necessary. If a single-gear idler is required it should be placed in mesh either between the 60T/62T pair or between the 46T/61T pair.
This is the last step required to cut the gear correctly. If the angle is not correct by this time, then the formula for differential is not correct.
If the angle is correct, congratulations! Set the cutter to depth and go for it!
My only concern is with the last test, so here is another Caveat:
CAVEAT:
When you check the helix angle, try to measure it as closely as possible.
If you can get access to a lead checking machine, by all means prove it there.
If, for example, the 60 and 61T change gears were interchanged, the helix angle would be 15.5 degrees! By the time you've waded through all this reading and testing, that angle might look pretty good to you on the protractor! Since the angle is difficult to measure accurately, especially on the machine, at least go through the four steps above to verify change gear mounting.
There is another FAQ that can show you how to determine differential constant and helix angle without lead checker, but these procedures are beyond the scope of this "simple" exercise.
CONCLUSION:
That concludes the tests and diagnostics. If you successfully digested all this, you are no longer a novice. However, there are many other hobbing conditions and possibilities not covered here - so go easy with the "expert" label - it could become a target! If you want to learn more about hobbing check out some of the other FAQs here.
For instance we didn't discuss table feed since it has nothing to do with helix angle when you use the differential (okay, feed change gears can be useful if you want to cut a large prime gear). Some differential machines don't use feed change gears but use hydraulics or other means to control cutter table feed and chip load.
There are a number of variations in machine models and designs, so if you run into something you would like to see covered in this FAQ page.
![]() What can I cut on a non-differential gear hob?
What can I cut on a non-differential gear hob?
Short answer? A lot.
A hobbing machine in its simplest form has no differential, yet it is versatile and productive. A basic non-differential gear hob can serve well for break-down and production work over a wide variety of toothed members. The type of work generated is determined by the hob cutter tooling.
Hob cutters are readily available to cut nearly any external tooth member: spur or helical gearing, splines, timing belt pulleys, roller chain or silent chain sprockets, and throated worm gears.
Hob cutters are similar to threaded worms which rotate in sync with the member being cut. This action looks like a worm and worm gear running together. But looks can be deceiving, as we'll see later. Gashes in the cutter form cutting faces which, when viewed in the gear's face plane, are rack form for involute gearing. Special hob forms are used to generate other types of splines, sprockets, etc., and you need a hob for each pitch and pressure angle you want to cut. With proper care, hob tooling can produce a lot of work pieces. Two important considerations in tooling life are (1) tight machine/solid workholding, and (2) shifting the hob to distribute wear.
Rigidity. Machine should be "tight"; i.e. no backlash, no end-play, no flexible components. Nothing new here. Looseness and flexibility cause poor work finish and shorten tooling life. Machine bearings, index worm endplay, index worm gear backlash, hob cutter shaft endplay or lateral motion should be inspected when tooth finish is poor.
Hob Shifting. If your machine has auto hob shifting built in, use it. By using most of the cutting length of the hob equally, you get the most number of pieces per sharpening. If not, then periodically shift the hob along its axis. When you view a hob perpendicular to workpiece face, you will notice three areas: (1)the advancing side where roughing cuts begin, (2) the deepest cuting area where finishing cuts are taken, and (3) the retreating side where the hobcutter is leaving mesh with the workpiece. When starting a new (or sharp) hob, position the hob so that a minimum number of hob teeth are on the advancing or roughing side of the workpiece. When you suspect its time to shift, move the next sharp hob teeth into the finish area. If you advance from the other direction, you are moving dulled teeth that were roughing into the finish area.
LIMITATIONS OF BASIC HOBBING MACHINES:
(1) Not easy to recut helical gear (Some report raising the spindle and running hob electrically in reverse back to beginning to preserve synchronisation).
(2) Prime spur gears require same-tooth prime index gear. There is a way using a differential machine with feed change gears.
(3) Not able to cut internal gearing or bevel gearing.
![]() When do I need a differential-equipped gear hob?
When do I need a differential-equipped gear hob?
Primarily, when you need to recut helical gears. The differential allows you to keep the workpiece and hob cutter in sync while you back the cutter up for another cut. This is particularly handy for "getting it right" the first time, larger pitches, and some harder materials. Also, with a little trickery you can cut prime spur gears with large tooth numbers. See How to cut a large spur gear with a prime number of teeth? for a description of a method for large prime gears.
Some shops use differential machines routinely to cut helical gears of all sizes because it is often thought that helicals are difficult on a non-differential machine. CPC-HOB is a PC computer program that makes this job simple. Accuracy is equivalent to a differentially cut gear since both machine types require change gear sets to create the helical angle.
![]() How is a traditional hobbing machine set up to cut a spur gear?
How is a traditional hobbing machine set up to cut a spur gear?
All "traditional" gear hobbing machines have an Index Constant. This constant, along with the number of teeth to cut and the number of starts in the hob cutter determine the index gear ratio and the index change gears. Some typical Index Constants are: 36, 30, 24, 15, 12, 10, etc.
Let's take an example using a single start hob cutter. If we want to cut a 100 tooth gear on a machine with 30 Index Constant, the index change gears would have to be in a ratio of 30 to 100, or:
30
------
100
Index change gearing usually uses at least four gears; two drivers and two driven gears. Using four gears, the example index gear set could be:
30 x 60
------------
60 x 100
Notice that the ratio is still 30:100 which is correct to cut the 100T spur gear. Adding two more gears (usually found on an adjustable idler shaft) provides a way to mesh with the two primary gears to synchronize hob cutter motion with workpiece motion. But there is another reason for using four gears. Four gear trains permit matching decimal ratios more accurately than would be possible with just two gears, and this is important when cutting helical gears, as will be shown in the next topic.
What happens when we use a 2-start hob cutter? First let's imagine the cutter to be a worm (which it is, with gashes ground into it). Remember, when a single start cutter (or worm) rotates once, its rack form parallel to the axis advances by one tooth. When a two-start cutter rotates once, it advances its rack form by two teeth. Thus the workpiece, in order to keep sync with the cutter, must rotate twice as fast as it would for a single start cutter. To do that we double the index gear ratio that worked for a single start cutter. In the example above, a two-start cutter would require either doubling the 30T change gear or halving the 100T change gear.
Sometimes, when cutting a very large number of teeth on a machine with a low index constant, a two-start cutter might improve the index ratio where the single start index ratio is too small to find suitable change gears.
![]() How does a non-differential hobbing machine cut helical gears?
How does a non-differential hobbing machine cut helical gears?
The concept is simple. Let's say the gear to cut is 100 teeth. If it were to be a spur gear (helix angle = 0) then the index gear ratio would be Index Constant divided by teeth. For an index constant = 30, the gear ratio should be 30/100 as shown in the prior topic. Using 30/100 would synchronize the hob to the workpiece so that when the workpiece completes each revolution, the hob would be meshed precisely in the same tooth. Moving the hob table slowly (feeding) through the workpiece parallel to the workpiece axis will add to the length of the milled tooth spaces, and the tooth space will be parallel to the gear axis.
What has this to do with a helical gear, you ask? The gear teeth in our example are parallel to the gear axis only because the index gear ratio is EXACTLY equal to 30/100, or EXACTLY 0.30000. So, we are going to select index gears so that the ratio is not matched exactly. From the example above, let's change one of the idler gears:
30 x 60
-----------
61 x 100
Now the gear will rotate slightly slower than it did before because the ratio is slightly smaller at 0.295081967. The workpiece gear is no longer synchronized with the hob cutter. As the workpiece rotates, hob teeth no longer fall into previously cut spaces, but are shifted slightly in a direction tangent to the workpiece. The amount of shift accummulates and, if the hob table is not fed along the axis of the workpiece, all teeth would be removed after sufficient number of revolutions. If you have ever used the wrong index gear set by mistake, you have seen how the teeth are removed as the number of revolutions builds.
Instead of allowing the hob to sit in one place, the table feed is engaged so that the hob travels at a constant speed (inch/revolution) parallel to the work axis. The combination of workpiece shift (index ratio error) and hob travel (table feed ratio) together generate a tooth space that wraps helically around the workpiece. By changing the amount of one effect relative to the other, we can control the angle (and therefore lead) of the helical tooth path generated.
Helical path direction is either Right Hand or Left Hand, in the same sense as a screw thread.
In our example we slowed the workpiece rotation to something less than the ideal for a spur gear. Had we speeded up workpiece rotation by increasing index ratio instead, the hand of helical path around the gear would be opposite or reversed.
What would happen if we reversed the direction of table feed from say, conventional direction to climb cutting? Yes, the helical hand would become opposite. If we slow down the table feed, helix angle increases. If we slow the index rotation a little more, helix angle increases.
The angle setting of the hob table has nothing to do with generating the helix angle. Setting the table angle is required, however, to allow the cutter to "line up" in the generated helical tooth space to prevent scuffing and widening of the tooth space.
The next topic (What is the Pickup Constant Method...) shows you how to find index and feed change gears to cut a helical gear to specs. This method has been in use for many years.
Automatically finding the correct index and feed gears for a given helical gear specification on a specific machine with a specific change gear inventory is the job of CPC-HOB software, a complete hobbing setup solution.
![]() What is the Pickup Constant method used to find change gears to cut helical gears on non-differential
hobbing machines?
What is the Pickup Constant method used to find change gears to cut helical gears on non-differential
hobbing machines?
The following describes a commonly used "paper and pencil" way to find index and feed change
gears for a gear hob to cut helical gears. The method uses three formulas;
(1) index gear formula,
(2) feed decimal ratio formula, and
(3) formula for Pickup constant, "C".
"C" mathematically links index and feed gear ratios. "C" is normally rounded to an integer,
but may be modified as desired as long as (C X N) is an integer. This is usually easier when "C" is an integer.
I hope it doesn't sound complicated, because it isn't. So don't abandon all hope yet!
C=PI / (NDP x F x sinHA)
where:
PI is the constant 3.141592654... and may be rounded to 2 or 3 decimal places.
NDP is normal diametral pitch
F is desired table feed in inch / workpiece revolution
HA is desired Helix Angle
Find Index Change Gears:
The calculation of "C" above is used to find an integer value for "C", or at least a value of "C" so that C x N will be integer value. Choosing this integer value is usually the first trial value of "C" as you will see later. For now, pick an integer value for "C".
K x C x Threads
Index gear ratio = ------------------------
[(C x N) +/- 1]
K is the machine's index constant
C is Pickup Constant, an integer value
Threads is number of threads, or starts, of hob cutter
N is the number of teeth to cut
The +/- sign determines whether the helix angle will be RH or LH. If cutting toward the headstock, and the cutter and gear are both RH, then use (-1). If any one thing is changed (either cutting direction, or hand of gear or hand of cutter), then use (+1).
Notice the arrangement of terms in the index gear ratio. Numerator and denominator will always be integers.
In most cases, the size of these integers will be too large to be change gears, so each must be factored into manageable integer components. It is usually easiest to write down all the factors of the numerator and all the factors of the denominator (after a while you can take short cuts). Ultimately you must arrange numerator and denominator terms to represent four gear sizes, two sizes in the numerator and two in the denominator.
It is imperative that the integers (i.e. index gear sizes), when recombined, must exactly match the original formula for index.
If factors representing index gear sizes cannot be found in this way, then you must change the value for "C" and find a new index gear ratio of integers and try again.
Assuming that you have reached a useable set of index change gears, you must next recalculate the resulting Table Feed, F (Just by changing "C" to an integer, your Table Feed has changed).
Find Feed Change Gears:
F = Table Feed = PI / (NDP x C x sinHA)
Carry out the Table Feed, F, to your maximum number of decimal places.
Now you must calculate the correct Feed Gear Ratio. The formula for Feed Gear Ratio depends on your machine and what its machine feed constant is. I've seen it expressed as:
Feed Gear Ratio = F/M
where:
M is the machine's feed constant, i.e. table feed, inches per workpiece revolution
or
Feed Gear Ratio = F x K
where:
K is the machine's feed constant, i.e. workpiece revolutions per table feed, inch
Using the machine's feed constant, calculate the Feed Gear Ratio to a maximum number of places. This decimal ratio will be the Ideal Feed Gear Ratio.
Find a set of four feed change gears (A, B, C, and D) so that:
A/B x C/D = actual decimal ratio ~ Ideal Feed Gear Ratio
whose actual decimal ratio is the best match to ideal Feed Gear Ratio. You cannot expect your actual feed change gears to be an exact match.
Feed gear ratio is a simple decimal ratio. Gears that closely match this ratio may be found in different ways. Some use books of ratios with matching two-gear sets. Some shops use a PC program like CPC-RATIO that finds four-gear sets which are, in most instances, much more accurate. In any case, accuracy to 4 or 5 decimal places is usually sufficient.
If everything works out you will have both index and feed gear sets which produce the desired helix angle at or near the desired table feed. But if the index ratio cannot be converted into existing gear sizes or sizes that mesh on the machine, the process becomes trial and error.
Problems with the Method:
(1) This method works best with a very complete list of index and feed change gears. This will minimize the "trial and error".
(2) Very small helix angles can often result in large table feeds. See note below for an alternate approach.
As you can see, the method can be trial and error, so having an automated way to find the correct index and feed gears for a given helical gear specification on a specific machine with a specific change gear inventory can be very useful. CPC-HOB software has been designed to be a fast and complete hobbing setup solution.
Problems with Recutting:
If you need to make more than one cut (which is usually the case when setting up), then reverse the drive motor's direction to run the machine in reverse until the beginning of cut is reached. Josh, a forum contributor (Thanks Josh!) has posted this as a tried and true way (he changes drive gears to reverse the machine). I'm thinking that electrically reversing the 3-phase motor by switching two of the three wires will reverse the machine as well. If the machine can handle running in reverse, and you wire in a reversing switch, then you can leave all gear drives engaged, back the cutter away from the workpiece, and run the motor in reverse to the beginning point. Electrically stop the machine, set the cutter to the new depth of cut, and start the machine. Remember, DON'T DISENGAGE ANY DRIVE.
Check your machine to see if reversing will affect anything adversely, e.g. hydraulic pump, coolant pump, or anthing else that should not run in reverse. If you can electrically run the drive motor without running pumps, etc. then that should work. Every machine is different, so proceed with reversing only if you are sure no damage would be caused!
NOTE: This is not the only way to find index and feed gear sets for a specific helical angle. Another method begins with gear lead, calculates a decimal index gear ratio, then finds a close ratio of index change gears. A precalculated decimal feed ratio, based on desired table feed, is then adjusted to compensate for difference between calculated decimal index ratio and the actual ratio of index change gears.
Starting with gear lead is particularly useful when very small helix angles are required and is commonly used in computer software. You can find this method described in "Machinery's Handbook, twenty-first Edition", pp 930-932. The topic "Gear Cutting" can be found in the index if you don't have the 21st Edition. This excellent reference book, which is constantly updated, is highly recommended for any machine shop.
![]() How do I find my hobbing machine's Diff Const and machine type M when entering
a new differential machine in CPC-HOB program's BROWSE & EDIT screen?
How do I find my hobbing machine's Diff Const and machine type M when entering
a new differential machine in CPC-HOB program's BROWSE & EDIT screen?
The LEAD or DIFFERENTIAL constant (Diff Const) can be found in your hob setup manual as part of a formula for finding the differential's change gears. To find the value for Diff Const that CPC-HOB needs, first determine whether the machine is Type (A) or (B). One of the example formulas given below should match the variable parts of your machine's lead gear formula. The fixed number values are probably different, but that's okay. Again, you are only looking for the formula below that matches the variables in your lead formula to determine your machine's type. Specifically, look for "Teeth" in the formula. If you see "Teeth" or "Gear Teeth" then the machine is Type (B).


You probably already know whether this machine is Type (A) or (B). If the lead change gears must be recalculated when only the number of teeth to cut are changed, it is Type (B). If not, it is Type (A).
In example (A) the Diff Const required by CPC-HOB is:

and for example (B) the value for Diff Const is:

By coincidence, the values for Diff Const are the same in these two examples, but yours will likely differ.
The correct machine type "A" or "B" must also be entered for M in CPC-HOB program's BROWSE & EDIT screen. Type "C" is reserved for NON-differential hob machines.
![]() How do I hob a large spur gear with a prime number of teeth?
How do I hob a large spur gear with a prime number of teeth?
As you probably already know, prime spur gears on most gear cutting equipment require a change gear with the same prime number of teeth. For small prime numbers (less than or slightly larger than 100 teeth), you likely have a change gear. If you have such a change gear for your hob machine, then the index change gears are in the ratio INDEX / PRIME NO. OF TEETH.
If you have a differential machine, and the machine uses feed change gears, it is not necessary to have the same teeth in an index change gear. Once again, the machine cannot use a dial-set hydraulic feed table drive.
You can superimpose two setups on a differential machine. (CPC-HOB Vers. 2.4 and later have the DUAL setup option.) The first is a set of differential change gears that will generate any helical angle on the gear, say 15 Degrees Right Hand. The second setup treats the same machine as "non" differential, which will require synchronized index and feed gears calculated to yield a 15 Degree Left Hand gear. When you put the index, feed, and differential change gears on the same differential machine, the two superimposed setups will offset each other to cut a spur gear. And the index change gear set does NOT contain the prime number.
NOTE: Supposedly the gear must be cut in one pass, since the differential part of the setup causes the cutter to "track" the gear at 15 degrees helix, not spur.
It is possible to keep feed and differential engaged, raise the workpiece out of the cut, and simply reverse the drive motor's direction to run the machine in reverse until the beginning of cut is reached. Josh, a forum contributor (Thanks Josh!) has posted this as a tried and true way (he changes drive gears to reverse the machine). I'm thinking that electrically reversing the 3-phase motor by switching two of the three wires will reverse the machine as well. If the machine can handle running in reverse, and you wire in a reversing switch, then easy breezy!
Check your machine to see if reversing will affect anything adversely, e.g. hydraulic pump, coolant pump, or anthing else that should not run in reverse. If you can electrically run the drive motor without running pumps, etc. then that should work. Older, simple hobbers likely can run in reverse, but every machine is different, so proceed with reversing only if you are sure no damage would be caused!
Reversing the motor, raising the workpiece and running backward WITHOUT disengaging feed will work just as well for cutting a helical gear without differential.
There are possible reasons why you would want to use this method to cut a change gear first. If the gear requires two passes and/or you plan to cut more than one, cut a change gear first. Or if your change gears were only approximate and your prime gear has a noticable helix angle error, cut a change gear first. Cutting the prime change gear should be close enough in angle to work as a spur change gear if you use the method just described. Then use your new prime gear in a normal spur gear setup (no differential).
Check the size of your prime change gear before cutting it to make sure it can fit on the machine. If not, then cut the prime change gear in a pitch small enough to fit on the machine, and cut its meshing gear in the same smaller pitch. You don't have to cut the other two change gears, just the prime and its meshing member.
Extra work but hey, it's a solution, right?
![]() How can I cut a large prime gear on a shaper?
How can I cut a large prime gear on a shaper?
Mechanically driven Shapers require change gears to sync the rotations of cutter and gear. Therefore shapers have the same problem with large prime numbers as most hobs, specifically requiring large prime number change gears. There are ways of cutting large prime gears on differential hobs (see answer above). There is a way to use a shaper also, but not the hob way.
Unlike the hob, the shaper completes a gear in one rotation of the workpiece (the finishing cut). This is true even if there are roughing and finishing rotations. This means that a change gear set that is very, very close to the ideal change gear ratio will cut the desired number of teeth. Thus you will need a way to find the best gear ratio for the number of teeth in the cutter and the workpiece and, for some machines, keep the sum of one driver/driven pair constant.
If you use a very accurate change gear set, you can minimize the error in tooth-to-tooth spacing. The tooth-to-tooth spacing error is proportional to the difference between ideal and actual change gear ratio. Of course, as the number of teeth gets larger, the accumulated spacing error has a greater effect on the first/last tooth as the cutter overlaps at finish. Using a shaper in this way is experimental at best.
Finding the best possible shaper change gear set for a large prime number can be difficult and time-consuming. CPC-RATIO software was designed to find best change gear sets from decimal ratios for any machine under any conditions.
![]() What is the feed constant for my hobbing machine?
What is the feed constant for my hobbing machine?
Feed formulas are found in the machine's manual or on the machine itself. Table Feed as discussed here is the cutter table feed in a direction parallel to the workpiece centerline. It should not be confused with infeed or tangential feed. While some hobbing machines may be equipped with infeed or tangential feed, all hobbing machines are equipped with Table Feed.
Some hobbing machines mark the machine with a whole number indicating the machine's feed constant (let's call it k). If your machine or machine manual uses a whole number (e.g. 6 or 8 or etc.) for k then the units are "Revolutions of workpiece per inch of table travel" when feed gears are 1:1 ratio.
CPC-HOB software uses the inverse number (M = 1/k), where the units are "Inches of table travel per revolution of workpiece" (with 1:1 feed gear ratio).
Thinking of it another way, M is the number you would divide into actual hob table feed to get the machine's feed change gear ratio. The table of machines shown below refers to M as the Machine Feed Constant.
Your manual may show a feed ratio formula to be:
Table feed = Gear ratio / k
but CPC-HOB needs the value of 1 divided by k for machine feed constant. For example, if the value of k for your machine is 8, then CPC-HOB software understands this as M = 0.125 (from 1/8). If you look at CPC-HOB's first screen the third column in the Hobbing Machine List is FEED constant.

In practically every known case, the feed constant M is less than 1.0 (see example values below).
Some machines will post a table of feeds and equivalent change gear sets on the machine or a gear cover. These can be reversed to get an approximation of actual feed constant. Normally, such feed table gear sets are not exact matches to corresponding feed rates, which are rounded values. Also, beware of feed tables mounted to machine covers. A "cover swap" is not unthinkable where a table no longer represents the machine! Here is a simple test to confirm machine's feed constant.
I don't have a manual or markings on machine. What can I do?
If the formula for feed change gears cannot be found, you can "measure" the machine's feed
constant, M.
(1) Start by mounting a large diameter workpiece on the machine. Next, mount a dial indicator to
the machine
to measure hob table travel.
(2) Mount feed change gears in a 1:1 ratio. This can be two gears and an idler, where the two gears are the same number of teeth.
(3) Mount any convenient index gear set (if your index corresponds to a smaller number of teeth, rotation will be faster).
(4) Engage the feed drive, starting the machine if necessary.
(5) Stop the machine. Place a stationary pointer near the outside edge of the workpiece.
Put a mark on the workpiece at the pointer and zero the dial indicator.
(6) Start the machine and count 10 revolutions of the workpiece, stopping the machine as close to the mark's tenth round as possible.
(7) Record the total table travel from the dial indicator reading. Divide the total table travel by 10.
This is the machine's feed constant M within the accuracy of your measurements.
Here are some feed constant examples:
0.125, 0.075, 0.0375, 0.0666666 (=1/15), 0.0833333 (=1/12), etc.
Click here for a list of machines with known feed constants .
Important note!
If this machine is non-differential it is important to use the exact feed constant (or as many decimal places as possible) when
generating helical gears. Differential machines do not require an exact value of feed constant
for a setup as long as the differential is engaged. Having said that, it is important
to use the exact feed constant if you are cutting a large prime gear using
CPC-HOB's Dual method.
![]() What is a "dial feed" or hydraulic feed hobbing machine?
What is a "dial feed" or hydraulic feed hobbing machine?
Some differential hobbing machines do not use feed change gears. These machines use a hydraulic control to advance the cutter through the workpiece. A "dial" is used by the operator to control the amount of feed per revolution of the workpiece.
All dial feed hobbers are, to my knowledge, equipped with a differential. Please let me know if there are exceptions ot this.
Dial feed machines are not capable of cutting large prime gears by using the "dual setup" method. In other words, cutting a large prime gear with a dial feed machine requires an equivalent prime index gear.
![]() What if hobber has feed change gears and a stepping lever?
What if hobber has feed change gears and a stepping lever?
Some machines use a set of change gear pairs plus a control lever. This allows fewer change gears for a wide range of table feed rates. The Seiwa hobber uses 4 pairs of gears to provide table feed range from 0.40 to 4.6875 mm/rev. Unlike dial feed, this feed design makes feed accurate and predictable, which makes Dual cutting of large primes possible.
![]() How do you use CPC-HOB to set up a hobbing machine with tangential hob shift?
How do you use CPC-HOB to set up a hobbing machine with tangential hob shift?
You don't want to confuse hob shifting discussed here with manual or automatic "step" hob shifting. Hob shifting that occurs away from the workpiece has no effect on basic hobbing change-gear setup.
Some machines are designed to allow continuous hob shift tangential to the workpiece during cutting. This is one method to cut throated worm gears (an alternative to radial infeeding). This type of hob shifting (AKA tangential feed or diagonal feed) requires an adjustment to the lead change gear ratio. In other words, a spur gear (or throated worm gear) could not be cut without a differential action that compensates for the motion of continuous hob shift. Said another way, tangential hob shift, by itself, would cut helical teeth on a spur gear (although you would not purposely cut helical gears this way for a number of reasons). Without compensation, tangential feed would cut off all teeth while trying to cut a throated worm gear.
The Lead adjustment due to tangential hob shift could be thought of as a modification of Diff Const (AKA lead constant) that CPC-HOB uses to calculate differential change gears. FYI if the tangential gear ratio, or diagonal ratio change gears never change, then the modified Diff Constant (AKA lead constant) used by CPC-HOB would never need to change.
First we need to look at Cdt, the Tangential Differential Constant. Cdt is a number derived from the Diagonal Ratio Change (DRC) gears controlling tangential shifting. For our purposes, we are considering the DRC gears to be fixed; therefore Cdt will be fixed. For the Fellows Pfauter P400, Cdt=.25 for DRC gears equal to 42-35-30-36.
Next we need a value for Hob lead "L". If unknown, calculate as follows:

Then we solve for the adjustment to CPC-HOB's Machine Lead Constant:

CPC-HOB's new value for Lead Constant can be determined (this value is entered as
Diff Const in CPC-HOB's "Verifying Hobbing Machine Data" screen) :

The sign (+/-) of "Adj" is determined from a number of factors: hand of cutter, hand of gear, conventional or climb hobbing, and direction of hob shift. A diagram on page 13, sec. 4 of the Fellows P400 manual shows the logic required to find the sign of idt, and therefore "Adj". The practical view is that CPC-HOB's Diff Const value (AKA Lead Constant) must increase by the "Adj" amount if the hob shifts in a direction that reduces the gear's helical angle; otherwise the lead constant should decrease by the "Adj" amount.
(These comments are based on a Fellows Pfauter P400 hobbing machine)
![]() What are typical machine constants for hobbing machines and what are they for?
What are typical machine constants for hobbing machines and what are they for?
All hobbing machines use an Index Constant that synchronizes rotation of the workpiece with the cutter. For example, a 30:1 index constant means that the index change gear ratio is equal to 30/Teeth for a single start cutter cutting a spur gear. With the correct index change gears, a single start cutter will rotate a number of revolutions equal to the teeth on the workpiece while the workpiece makes one complete revolution. Index change gears for a differential machine are the same for cutting both spur and helical gears.
Some hobbing machines use a dial controlled hydraulic table feed. Other machines use gearing to advance the cutter table. Machines that use feed gearing have a Feed Constant. Machines that have a feed constant will often display it on the machine somewhere as a number (e.g. 8 or 12). CPC-HOB requires dividing this number into 1.0 to get the feed constant.
Machines equipped with a differential use a differential formula* to determine differential (or lead) change gears. The fixed part of that formula is the Differential Constant used in CPC-HOB.
The following table lists some of the possible values for these three constants. Notice that the same model of hobber can have different constant values.
This list will grow as information can be gathered. regarding other machines and their constants. I would like to complete the column for capacities, including maximum rated NDP.
If you recently acquired a machine but don't know it's constants, all three constants can be determined from a sample setup of change gears used to cut a particular helical gear. If you send us the sample setup and gear specs for a helical gear that was produced on your hob, we will be happy to determine the machine constants for you based on your sample setup.
![]() Table of Machine Constants for Hobbing Machines
Table of Machine Constants for Hobbing Machines
|
Manufacturer:
(A - C) | Model No. |
Capacity Max
OD x Length (inch) |
Index Constant, K |
Feed
Constant, M |
Differential *
Formula Constant |
Type or
Mode ** |
| Atena-Rovai/iori | 15 | Differential Formula Unknown | ||||
| Barber Coleman | No. 3 | 6 x ? | 12 | ? | 0.6283185308
Diff Formula: Lead/5 | B |
| Barber Coleman | No. 3 | 6 x ? | 24 | .150 | ? | B |
| Barber Coleman | 16-11 | 16 x ? | 7.5 | Dial | 2.38732415 | B |
| Barber Coleman | "D" type 14-15 | 12 | Dial | 0.15915494 | A | |
| Barber Coleman | 16-11 | 15 | 0.066666666 | None | C | |
| Barber Coleman | 16-16 | 15 | 0.0375 | 2.38732415 | B | |
| Barber Coleman | 16-16 | 30 | 0.075 | 4.77464829 | B | |
| Barber Coleman | 6-10 | 6 x 10 | 12 | 0.075 | None | C |
| Barber Coleman | 14-15 | 12 | Dial | 0.15915494 | A | |
| Barber Coleman | 14-15 | 12 | ? | 0.238732415 | A | |
| Barber Coleman | 14-25 | 12 | Dial | 0.15915494 | A | |
| Barber Coleman | 14-30 | 24 or 12 | Dial | 0.15915494 | A | |
| Barber Coleman | 10-10 | 30 | 0.075 | None | C | |
| Barber Coleman | 16-36 | 15 | 0.0375 | 0.2387324 | B | |
| Barber Coleman | 16-56 | 15 | 0.0375 | None | C | |
| CIMA Dentratrice | P3 | | ||||
| CIMA Dentratrice | P4 | | ||||
| CIMA Dentratrice | P5 | 24a 48b ______ Index Constant changes as differential is aLocked Out or bEngaged |
Dial or Feed constant is also reported as .075 x feed gear ratio |
Locked Out or Engaged = 0.234914528 from diff formula: 0.2349720 x NDP x sin(Helix Angle) -------------------------------------------------- Hob Starts Or, expressed in metric form: 5.96829 x sin(Helix Angle) ------------------------------------------ Module x Hob Starts | A | |
| Cleveland Rigid | No. 1883 | 8 x ? | 18 | 0.2 | None | C |
| Churchill | Model RH 815 | |||||
| Churchill | Model UH 1612 | |||||
| Churchill | Model UH 2415 |
![]() Table of Machine Constants for Hobbing Machines
Table of Machine Constants for Hobbing Machines
|
Manufacturer:
(D - G) | Model No. |
Capacity Max
OD x Length (inch) |
Index Constant, K |
Feed
Constant, M |
Differential *
Formula Constant |
Type or
Mode ** |
| David Brown Muir | MT 15 | 27 | unknown | 0.5000 | A | |
| David Brown Muir | MT 30 | 16 | 0.048 | 0.167033097918 | A | |
| Dowding & Doll | Model V4 | 12 | C | |||
| Dowding & Doll | Model V8 | 12 | A or B | |||
| Dowding & Doll | Model V10 | unknown | A or B | |||
| G&E | 12H | 10 | 0.08333333 | None | C | |
| G&E | 12H | 12 | 0.12500000 | None | C | |
| G&E | 12H | 15 | - | 0.079338
from diff formula: 0.079338 x NDP x sin(HA) --------------------------------- Hob Starts | A | |
| G&E | 16H | 20 | 0.125 | None | C | |
| G&E | 18H | 10 | 0.125 | None | C | |
| G&E | 24H | 24 x ? | 5 | 0.125 | None | C |
| G&E | 24H | 24 x ? | 10 | 0.125 | None | C |
| G&E | 16HD | 24 x ? | 20 | 0.125 | 0.23873239 | A |
| G&E | 24HD | 24 x ? | 20 | 0.125 | 0.23873239 | A |
| G&E | 24HD | 24 x ? | 10 | 0.08333333 | 0.31830988 | A |
| G&E | 24WHD | 24 | 0.125 | 0.23873239 | A | |
| G&E | 10 | 0.125 | 0.23873239 | A | ||
| G&E | 36H | 36 x ? | 15 | 0.125 | None | C |
| G&E | 36H | 36 x ? | 20 | 0.125 | 0.31830988 from diff formula: NDP x sin(HA) ------------------- PI x Hob Starts | A |
| G&E | 48H | 20 | 0.075 | 0.42892257 from diff formula: 1.3475 x NDP x sin(HA) ------------------------------- PI x Hob Starts | A | |
| G&E | 48H | 30 | 0.0839895 | 0.31830988 (with Y/Z Pick-Off gears = 1:1) from diff formula: 113 x NDP x sin(HA) --------------------------- 355 x Hob Starts | A | |
| G&E | 72H | 72 x ? | 20 | 0.08333333 | 0.31830988 | A |
| G&E | 72H | 72 x ? | 45 | 0.08333333 | 0.31830988 | A |
| G&E | 20 | 0.08333333 | 0.23873239 | A | ||
| G&E | 22.5 | 0.08333333 | 0.318309886 | A | ||
| G&E | 25 | 0.075 | None | C | ||
| G&K | No. 16 | 12 | 0.075 | 1.59154941 | B |
![]() Table of Machine Constants for Hobbing Machines
Table of Machine Constants for Hobbing Machines
|
Manufacturer:
(H - K) | Model No. |
Capacity Max
OD x Length (inch) |
Index Constant, K |
Feed
Constant, M |
Differential *
Formula Constant |
Type or
Mode ** |
| Hamilton | 16 | 0.0426666 | 1.52788745 | B | ||
| Koepfer | 173 | 7.5 | 0.800 If table feed accuracy is important, Feedrate (Fh) must be adjusted when Differential is engaged; i.e. Fd= Feedrate desired Fh= Fd/cos(HA) | 0.04444444 from diff formula: 2 x NDP x sin(HA) --------------------------- 45 x Hob Starts | A If dual setups are used as required to cut some prime gears, feed ratio must be divided by COS(HA) |
![]() Table of Machine Constants for Hobbing Machines
Table of Machine Constants for Hobbing Machines
|
Manufacturer:
(L) | Model No. |
Capacity Max
OD x Length (inch) |
Index Constant, K |
Feed
Constant, M |
Differential *
Formula Constant |
Type or
Mode ** |
| Lansing | GH 32 | 24 | Dial | 0.35433070 | A | |
| Lees Bradner | 12 S | 8 | 0.100 | 0.318309886 from diff formula: NDP x sin(HA) ----------------- PI x Hob Starts | A | |
| Lees Bradner | HH 54 | 16 | 0.500 | None | C | |
| Lees Bradner | VH 7 | 30/N
There is a "head" ratio which shifts the index to 10/N | 0.100 | None | C | |
| Liebherr | 6 | Dial | 0.23497285 | A | ||
| Liebherr | L402 | 12 | Dial | 0.23497285 from diff formula: 18.75 x NDP x sin(HA) ----------------------------- 25.4 x PI x Hob Starts | A | |
| Liebherr | 252 | 6 | Dial | 0.117486425 from diff formula: 9.375 x NDP x sin(HA) ----------------------------- 25.4 x PI x Hob Starts | A | |
| Liebherr | 900 | 12 | Dial | 0.313297132 from diff formula: 25 x NDP x sin(HA) ----------------------- 25.4 x PI x Hob Starts | A | |
| Liebherr | 1200 | 24 | Dial | 0.268573966 from diff formula: 27 x NDP x sin(HA) ----------------------- 32 x PI x Hob Starts | A | |
| Lorenz | E6 | 24 | Dial | 4.77465 or 15/PI | A | |
| Lorenz | E8 (1964) | 24 | Dial | 4.77465 or 15/PI | A |
![]() Table of Machine Constants for Hobbing Machines
Table of Machine Constants for Hobbing Machines
|
Manufacturer:
(M) | Model No. |
Capacity Max
OD x Length (inch) |
Index Constant, K |
Feed
Constant, M |
Differential *
Formula Constant |
Type or
Mode ** |
| Mikron | 79 | 10 | 0.009843 | None | C | |
| Mikron | 102.03 | 16 16/9 | 0.009843 | None | C | |
| Mikron *** | 102.05 | 16 16/9 | 0.009843 | 1.50382623 0.167091803 | B | |
| Mikron *** | 122 | ? | .01575 | 1.1278696 Mikron Operation manual uses the term Helical Pitch to lookup differential change gears, where: Pitch Dia(inch) x pi x 25.4 Helical Pitch = ------------------------------------- Sin(HA) or helical pitch in metric terms: Module x pi x T Helical Pitch = ------------------------------------- Sin(HA) Manual contains table of change gear sets based on Helical Pitch values (left column), but decimal gear ratio = Helical Pitch/90 Change gear sets are "Upside Down", i.e. Driven/Driver x Driven/Driver=F/E x H/G |
B Note: E is first driver and H is final driven (See gear locations in Mikron manual) so: cpc-hob's e x g gear set = ---------- f x h | |
| Mikron | 132 | ? | ? | None | C | |
| Modul (WMW) | ZFWZ 250x2.5 | 8 | Dial | 0.10539519 | A | |
| Modul (WMW) | ZFWZ-250/3 | 2500mm Dia x 3 Module | 12 | Dial | 0.23622047 | A |
| Modul (WMW) | ZFWZ-250x5A | 2500mm Dia x 5 Module | 12 | Dial | 0.23622047 | A |
| Modul (WMW) | ZFWZ-800/3 | 8000mm Dia x 3 Module | 12 | Dial | 0.23622047 | A |
| Morat | B11 Standard 5 Start Worm & 80T Wormgear Work spindle drive |
130mm Dia x 130mm Length | C=16 Bottom Gear is First Driver (Gear "D" in manual) | 0.024606299 | 0.078740157
from diff formula: 2 x sin(HA) ----------------- Module x Hob Starts | A |
| Morat | B11 Optional 27:48T Helical gear High Speed Work spindle drive |
130mm Dia x 130mm Length | C=48/27 Bottom Gear is First Driver (Gear "D" in manual) | 0.024606299 | 0.039370079
from diff formula: sin(HA) ----------------- Module x Hob Starts | A |
| Mitsubishi | 20 | 0.079 | 0.45114787 | A |
![]() Table of Machine Constants for Hobbing Machines
Table of Machine Constants for Hobbing Machines
|
Manufacturer:
(N - P) | Model No. |
Capacity Max
OD x Length (inch) |
Index Constant, K |
Feed
Constant, M |
Differential *
Formula Constant |
Type or
Mode ** |
| Newark | No. 3 | 5, 9, 12, 16, or 24 | 0.025 or Dial | 0.318309886 | A | |
| Newark | No. 5 | 60 x ? | Dial | A | ||
| Overton | 12 16, or 24 | Dial | 0.214071 (approx) | A | ||
| Pfauter | P-1 | 24 | Dial | 0.37595658 | B | |
| Pfauter | 12 | Dial | 0.206760 (approx) | A | ||
| Pfauter | P1250 | 24 | Dial | 0.352459126 | A | |
| Pfauter | RS00 | 12 | Dial | Differential formula using NDP:
0.112786968 x sin(HA) ------------------------------------- Teeth x NDP x Hob Starts | B | |
| Pfauter | RS00 | 12 | Dial |
from metric differential formula: 2.864789 x sin(HA) ------------------------------------- Teeth x Module x Hob Starts | B | |
| Pfauter | RS00 | 12 | Dial | 0.225573937 | ||
| Pfauter | RS00 | 12 (or 24?) | Dial | 5.729578
from metric differential formula: 5.729578 x sin(HA) ------------------------------------- Teeth x Module x Hob Starts | B | |
| Pfauter | RS 1 | 24 | 0.1400 | 0.23497285 | A | |
| Pfauter | RS 3 | 40 | Dial | 0.469945698 | A | |
| Pfauter | P400 | 12 | Dial (Also Tangential feed) | 0.187978279 | A | |
| Pfauter | P630 | -- | -- | 0.352459126 | A | |
| Pfauter | P900 | 32 | Dial (also feed gears) | 0.352459126 | A |
![]() Table of Machine Constants for Hobbing Machines
Table of Machine Constants for Hobbing Machines
|
Manufacturer:
(Q - S) | Model No. |
Capacity Max
OD x Length (inch) |
Index Constant, K |
Feed
Constant, M |
Differential *
Formula Constant |
Type or
Mode ** |
| Seiwa | MH-600 D | 600mm Dia | 24 | Two feed change gears and stepping lever *** | 0.313297132 | A |
| Socoma S.R.L. | SCM400 | 15.7 x 13.4 | 24 | Dial | 0.15023622
from differential formula: 3.816 x sin(HA) ------------------------- Module x Hob Starts | A |
| Stanko | 5K324A | 24 | 0.0313295669
from differential formula: 0.795771 x sin(HA) ------------------------- Module x Hob Starts | A | ||
| Stanko | 5310 | 24 |
0.0313295669
from differential formula: 0.795771 x sin(HA) ------------------------- Module x Hob Starts | A | ||
| Stanko | 5K310 | 24 |
0.0313295669
from differential formula: 0.795771 x sin(HA) ------------------------- Module x Hob Starts | A |
![]() Table of Machine Constants for Hobbing Machines
Table of Machine Constants for Hobbing Machines
|
Manufacturer:
(T - Z) | Model No. |
Capacity Max
OD x Length (inch) |
Index Constant, K |
Feed
Constant, M |
Differential *
Formula Constant |
Type or
Mode ** |
| TOS | F06 | 12 | 0.234972834 | A | ||
| TOS | F10 | There are 6 Index
change gears, with e/f on fixed centers, so that: Index Ratio=24/N when: e/f=48/48 With 6 index gears, the following Ratios are possible: e/f Index Ratio ------------------------ 32/64 48/N 24/72 72/N 64/32 12/N 72/24 8/N Note: Low index constants (8 and 12) speed up the index worm rpm and thus are not necessarily recommended. |
0.324826378
from differential formula: 8.25059 x sin(HA) ------------------------- Module x Hob Starts | A | ||
| TOS | F16 | 12 | 20.6265
from differential formula: 20.6265 x sin(HA) ------------------------- Module x Hob Starts | A | ||
| Wolf | GH20-9.5 (early model) | 24 or 48 (selectable) | .03937 | 0.32896122 | A | |
| Wolf | GH20-9.5 | 48 | .12368475 | 0.32896122 | A | |
| Wolf | GH20-11D | 12, 24, or 48 (selectable) | 0.056993932 | 0.354330708 | A | |
| WMW | (see Modul above) | |||||
* Differential Formula Constant:
There are two basic formulas for lead change gearing based on the machine's design. CPC-HOB refers to these as Types A and B.
Values shown above for the Differential Formula Constant are based on either formula A-1 or formula B-1 as illustrated below:
| A-1: | |
A-2: |  |
| B-1: | |
B-2: |  |
Type A machines are designed with the differential ahead of the index change gears, while type B machines are designed with the differential after the index change gear set. This affects the formula and how the machine is setup as you will see in "Machine Type or Mode:" below.
For CPC-HOB, the differential constant for a Type A machine comes from formula (A-1). For example, if your machine matched either formula A-1 or A-2 then it would be a Type A machine. Based on the example above you would enter 0.23873239 into CPC-HOB's Diff Const column (which is 339 divided by 1420). Of course, the actual values for these formula constants will vary for different machines.
If your machine's formula matches either formula B-1 or B-2 above, then it is a Type B Machine. In this case the Diff Const value comes from formula (B-1). Based upon the example above, 2.387324146 would be entered into CPC-HOB's Diff Const column (which is 7.5 divided by 3.1415926).
** Machine Type or Mode:
Machine Type is entered into CPC-HOB's Machine Data List (column M) to identify the differential formula used by the hobbing machine. The two different machine type formulas (A-1 and B-1 above) differ according to whether the change gear ratio controlling the differential is affected by teeth to be cut. As shown in the first formula for Type A machines, the differential change gear ratio is NOT affected by number of teeth to be cut. For a Type B machine however, the differential change gear ratio DOES depend on teeth to cut.
Your machine's manual may present its differential change gear formula as similar to one of the formulas A-2 or B-2 above. If your hobber's formula matches either A-1 or A-2 above, then it is a Type A machine. Likewise if it's formula matches either B-1 or B-2 above, it is a Type B. Once you have determined your machine's type, ignore formulas A-2 and B-2 and use either formula A-1 or B-1 to determine the correct value of differential constant.
A type C machine has no differential (or the differential is locked out). Type C machines can easily cut any helical angle when CPC-HOB is used to create the complete change gear setup. When entering machine data for a C type non-differential machine, leave the Diff Const, DF, and DMax columns blank and enter "C" into the M column.
*** Hobber Designs with Exceptions:
Many hob manufacturers have incorporated special features in their designs, and here are two examples. Mikron
has made their differential machine design, dare we say, proprietary. Seiwa, on the other hand, has incorporated
a useful feature into their design.
Mikron - First, it is wise to have a Mikron Operational Manual. Otherwise, your past hobbing experience might not be very useful. Taken together, the machine and manual are unusual when compared to more traditional Metric or English hob machine designs. Also, helix angle choice is limited by change gear inventory and helix angle tables. Even having a complete inventory of change gears may be further limited by trial and error fit on the machine. Excerpts from a Mikron 102.05 manual are given in the table above. If anyone wants to correct or contribute to this limited knowledge of Mikron (or any other hobbing machine), please
Seiwa - Four sets of feed change gear pairs are combined with a 3-position control lever. Each step increases feed by factor of 1.25. For example, using 38 x 76 pair and first position of lever, table feed is 0.40 mm/rev. 2nd position increases feed by 1.25 to 0.50 mm/rev, and so on.
![]() Where can I find the differential formula for my hobbing machine?
Where can I find the differential formula for my hobbing machine?
Here are some obvious (and not so obvious) sources for your machine's differential formula:
(1) OEM User's Manual
When a machine leaves the manufacturer, it is accompanied by the user's manual.
This is the best source for information (So why
is it that, when a machine gets sold, it and the manual are soon parted?).
Contact the manufacturer for a copy of their manual if you can still find them. The manufacturer will need at least the model and serial numbers.
A quick call or email to the manufacturer requesting serial number location usually works.
(2) After Market User's Manual
Go to the top of this FAQ for some sources for manuals. An After Market manual is usually obtained from a machine tool dealer, community of users,
or a helpful shop that has the same machine and is willing to share.
One thing to watch out for: models of the same machine are often produced with different constants. This is especially true of the index constant,
Machines of the same model are rarely produced with different differential formulas. But be aware - your machine might not
"behave" according to a friend's differential formula.
(3) A working helical setup
If you have an existing helical setup, that setup can be easily reverse engineered to find the machine's differential formula.
If you have a complete helical setup and need help finding the formulas and constants,
anything you know about the machine (model and serial numbers, etc.), complete gear specs, change gear sets, and number
of hob starts and I'll process it for you.
(4) A plaque/panel of change gears for common helical angles
This is not on every machine but you might get lucky and find a change gear plaque riveted to a gear cover or somewhere on the machine.
In any case you will be looking the machine over thoroughly for any model numbers, serial numbers, panels, stencils, casting marks, etc.
If you find a plaque describing helical setups, this is the Rosetta stone for your machine - or for someone else's machine!
Yep, I've seen gear covers switched among machines, so this could be a cruel hoax. Test out one of the change gear setups to verify.
(5) Information from a shop using the same machine
Post to the website's forum. Include all the information you have for your machine.
If you are like so many and none of these options apply to you, then there are still ways to make your machine give up its secrets. Read on...
![]() I have a Lead Checker. How can I use it to find the Differential Formula for my gear hobber?
I have a Lead Checker. How can I use it to find the Differential Formula for my gear hobber?
There are sources listed in FAQ "Manuals for my Gear Cutting Machinery" that may have the operator's manual you need. Also, the Gear Forum is a good place to ask for this kind of help.
If you can't find a source for the differential formula then you can determine the formula for yourself using the following procedure, but you must have a way to measure a gear's lead. Lead is the distance traversed along the gear's axis to execute one complete spiral revolution of a tooth centerline about the axis. Gear lead can also be calculated from the Helix Angle, but measuring helix angle accurately is beyond the scope of this FAQ.
WARNING: Since this procedure involves using the hobbing machine under power, you want to carefully understand and observe each step. If you are unfamiliar with hobbing, hob machine setup, or basic gear specification, then you should arrange to have competent assistance with you before attempting the following procedure at the machine.
To repeat: There are two basic machine designs where differentials are concerned. The objective of this FAQ is to (1) find your machine's type to identify which formula you need to apply, and (2) to determine the numerical constant that must be used in that formula.
Read this procedure to the end - if this is the first time you've ever used a gear hob machine, then you will need to learn about other machine setup terms and gearing terms before proceeding. This procedure assumes you already know the basics of setting up your machine but you just don't know the differential formula.
Step 1. Put a 0.5 ratio change gear set on the differential (for example, 30/60 x 60/60 or equivalent). Make sure that the differential is engaged and not locked out.
IMPORTANT! If the machine has tangential cutter feed, make sure it is disabled. Check for end motion of hob cutter spindle during feed travel or rapid traverse to make sure there is no end motion. If there is tangential cutter motion during the rest of this procedure, YOUR RESULTS WILL BE MEANINGLESS!
Step 2. Now you will be asked to cut two helical gears - one LH and the other RH. You won't know the true helix angle
ahead of time, so we are going to enlarge the ODs by (1) tooth. We don't want to undercut the tooth.
For the first gear we will use 30T and 10NDP LH. (If you use different gear specs, replace the gear specs in the example that follows.)
Mount a 10 NDP single-start cutter (RH if you have one) and a set of index change gears for 30T.
Mount a workpiece with OD = 3.300" (enlarged one tooth) which has at least
a 2 inch face. Any mild steel will do. Since you will be measuring the lead of this gear, don't scrimp on the face!
Don't set the gear to depth yet.
Step 3. You have to determine an approximate gear Helix Angle so that you can set the hob table to an appropriate table angle.
Set the cutter to just barely touch the blank's OD. This can be done by using a full-size sheet of paper as a feeler gage between the cutter and blank.
Either run the machine to use the feeler paper between cutter and workpiece
or manually position a hob cutter tooth on the centerline and at the top of its rotation.
Next, advance the hob across the full face of the workpiece, either by running the machine or manually
advancing the cutter over the full length of the face. This will establish a tooth lead mark on the OD.
Without removing the blank, measure the angle of the tool lead mark.
This can be done with a simple protractor (accuracy here is not too important).
NOTE:If you measure the angle with respect to the face, subtract it from 90 Degrees to get the Helix Angle.
Remember, Zero Degree Helix Angle is a spur gear.
If you are getting a very large angle (i.e. greater than 45 deg), you may need to reduce the differential ratio from 0.5 to, say, 0.25. If you do this, simply substitute 0.25 (or the ratio chosen) everywhere ratio is mentioned and go back to Step 1.
If you are getting 0 degrees, check to make sure that:
(a) the differential is engaged (b) the differential gear set ratio is 0.5 and (c) the gears are mounted in the correct location.
Don't proceed until you are getting a measurable Helix Angle.
Step 4. Now that you know the approximate Helix Angle of the gear, calculate the Cutter Table Angle setting as follows:
Set the correct Cutter Table Angle in the correct direction.
Step 5. Set the depth of cut for 10NDP. If this depth is not marked on your hob cutter, set it to 0.217". If the cutter is a topping cutter, you will want to use the whole depth that is marked on the cutter.
Step 6. Cut the gear with a reasonable feed to get a reasonably good surface finish. Remove the gear and take it to a lead checker.
Step 7. Measure the lead on 3-4 different teeth spaced equally around with a lead measuring machine. Take an average of the measurements.
Step 8. Now you need to set up for the 20T gear RH. The 20T enlarged OD will be 2.300 OD. Change the index gear set for 20T.
Step 9. Since the 20T gear must be RH, you will add (or remove) an idler in the differential change gear set, and swing the Cutter Table Angle to the opposite side. To set to the RH helix angle, repeat Step 3. Don't be surprised if the new angle fails to match that of the 30T gear.
The differential change gears must be in the same ratio just as when the first gear was cut, but changing gear helix direction (LH to RH) requires reversing rotation of final driven differential shaft. To reverse rotation the total number of rotating shafts must change. This means adding a single-gear idler if there was none before, or removing a single-gear idler if there was one (the idler mentioned is a single gear, not the two-gear idler that always stays).
Step 10. After both gears are cut, determine if the Helix Angles of each member are the same or different. At this time we don't care what the actual helix angle is. Clean but don't necessarily debur the gears (debur only if you can keep all burs out of the tooth spaces).
You can do this test visually or on a flat surface (granite table for instance). Lay the two gears down (bur side up!) flat on their faces and push them into tight mesh. They will either stay flat while in tight mesh or not. If you are not using a surface, visually sight across the faces to see if they are parallel or not.
Step 11. Now is the time for thoughtful evaluation
Is the Hobbing Machine Type A?
If the gear faces are parallel while in tight mesh, the Helix Angle is the same for both gears (just opposite handed).
This means the machine is Type A.
The differential gearing formula for a Type A machine is:
| Type A Differential Change Gear Ratio = | |
(Just for information, the gear lead in this case is different for both gears but the helix angles are the same.)
Is the Hobbing Machine Type B?
If the gear faces in tight mesh are not parallel but skewed to each other, then obviously the Helix Angle is different for each gear.
This means the machine is Type B.
The differential gearing formula for a Type B machine is:
| Type B Differential Change Gear Ratio = | |
(Just for information, the helix angles are different for each Type B gear, but the gear lead in this case is the same for both gears.)
Step 12. Now that you know which formula to apply (either A or B), it is necessary to find the actual Constant value used in the formula. The actual Differential Constant can be approximated fairly accurately by one of the following calculations, depending on accuracy of the lead measurement.
NOTE: If you had to change the differential ratio from 0.5 to a different ratio value, substitute your ratio value for 0.5 below.)
If Type A formula shown above applies (test gears have same helix angle but different leads):
Differential Constant = 0.5 x (Measured Gear Lead of 30T gear)30 / (Pi x 30)
or
Differential Constant = 0.5 x (Measured Gear Lead of 20T gear)20 / (Pi x 20)
The values calculated above for differential constant should be very close - if not, then there is an error somewhere.
If Type B Formula shown above applies (test gears have different helix angles, but same lead):
Then theoretically, the measured lead is the same for both gears and
Differential Constant = 0.5 x (Measured Gear Lead)20,30 / Pi
Where Pi is the constant 3.14159265...
Step 13. Now you have a good approximation of the Differential Constant. The accuracy depends on the quality of your Hob machine setup (runout, bore concentricity to pitch line, machine alignment and tightness, etc) and the accuracy of your lead measurements.
To arrive at the machine's true Differential Constant, examine the table of machine constants in the FAQ above. Look for a close match to the constant you've measured here. A close match in the table should add confirmation to your results.
Now you are ready to cut any gear to proof your differential formula.
I would appreciate any comments regarding this procedure, and especially would like to add new machines and their constants/formulas to the FAQ. If you would like to share that information, simply I think there are others who will appreciate your effort and generosity.
![]() What can I use to check gear lead angle if I don't have a lead checker?
What can I use to check gear lead angle if I don't have a lead checker?
Take a look at the following articles:
Determine Differential Constant of a Gear Hobber
applies a dividing head coupled to a milling machine to measure lead of a large pinion, then the differential formula is found.
Determine Lead of Large Gear
applies a large lathe and DRO to measure lead of a large gear
These articles by August Lehman illustrate using other machine shop tools to measure gear lead.
Setting up a hobber with very little information
is another great illustrated article from August for anyone addressing a hobber for the first time.
Although I don't have an article (yet) to demonstrate using a tool and cutter grinder, it was referred to on the forum as a way to measure helix angle.
![]() What is the trial and error method to find the differential formula for my gear hobber?
What is the trial and error method to find the differential formula for my gear hobber?
This is another approach if you just can't find your formula any other way. Desperation calls for desperate measures... (preferred ways are listed above).
First we must have two known, quality helical gears with at least a 2" face. Okay, a shorter face will work, but a long face means more accurate results. These gears must have different teeth. The bigger difference, the better.
Why two? There is the matter of hobber type that must be determined. Hobbers are designed two ways: either to cut by lead, or by helix angle. These two types of machines (I call Types A and B) use different formulas according to their design.
Next we need a dial indicator that reads .0001, or in "tenths". It should have a lever stylus with ball tip. This will be mounted on the cutter table and set to indicate at a line approximately half-way down a tooth profile.
The pitch and helix angle of both gears must be known. They don't need to be the same from gear to gear, but must be known quanties.
The plan is to mount each gear on the hobber one at a time and, through trial and error, match a differential gear set to that gear's helix angle. Then, by using a bit of reverse calculations, determine the machines' formula from the decimal gear ratio.
I've heard of people doing this to find a differential set for each gear they wanted to cut - now that's a lot of work! Here we hope to find the machine type and formula for differential gears, so this agony only occurs once!
To do this effectively, you will need either a book of decimal ratios or a PC program.
A good example of such a book is"14000 Gear Ratios" by Ray M. Page. This book used to be standard issue when gearsets were done manually using continued fractions or logarithms. The PC has changed all that if you have a PC program that lets you accurately move between decimal ratios. (CPC-RATIO, a program available at this website, will allow you to limit gear sets to your change gear inventory, but thats another story).
IMPORTANT WARNING! You must be familiar with the machine so that you can rapid traverse the cutter table without the hob cutter spindle rotating! Since this procedure does not require a cutter, you should remove hob cutter if mounted - period!
Rapid traverse is a mode of machine operation used to retract the cutter table for second cuts, but different machines do this differently. If your rapid traverse mode requires raising the workpiece and continues rotating the cutter and workpiece during traverse, then this mode of traverse will not work! This procedure requires indicating on a gear tooth during rapid traverse, and continuous rotation of work spindle makes such tracking impossible.
If this is the only way the machine can rapid traverse, then you must use a different procedure, such as the lead checking method shown in the FAQ section above.
For most machines there is a rapid traverse mode that does not rotate work and cutter spindles continuously! Of course, the work spindle must rotate slightly, but only by the small amount necessary to let the helix angle "track" during a traverse. Work spindle rotation should stop when table traverse stops.
Another important warning is that you must eliminate any extraneous machine motions. The one most common is tangential hob motion, either to cut worm gears tangentially, or to shift the hob cutter to distribute wear. These motions are easily detected with a dial indicator on the end of the hob cutter spindle. You should not see any motion between the end of the cutter spindle and the table as you traverse the table back and forth. If you don't get this right and run the rest of the procedure YOU HAVE WASTED YOUR TIME!.
What is the basic procedure you ask?
The procedure is to check the "truth" of a simulated hobber setup by traversing a gear tooth with the dial indicator.
You will change differential gearsets until the correct gearset is mounted. You will recognize the correct
differential ratio when the indicator remains "0" while traversing from face to face.
A repeat of the same procedure using a different test gear with different teeth will determine type of hobber.
When you mount the first set of differential change gears, you need to establish the correct helical direction. Helix paths are either Right Hand or Left Hand. The differential needs the correct number of rotating shafts to set the proper direction of helix, which must match the hand of the test gear. If the direction is wrong, modify the gear setup by adding a single-gear idler between first driver and first driven, or between last driver and last driven. Don't change any of the four gears that make up the gear ratio (not yet anyway).
Next is amount of helix angle. If the angle is too large, the change gear decimal ratio is too large. Too small? then the decimal ratio is too small. Here comes the trial and error part. Mount a new differential gear set to reduce or increase helix angle. An improved differential set will result in less indicator motion.
Of course the question now is, how do we change decimal ratio the fewest number of times to arrive at "truth"? Well, since there is nothing known about the formula at this time, it is all quess work. Write down the decimal ratio and the dial readings corresponding to each. After a few trials you should get an idea how to improve your next decimal guesses. Ultimate "truth" is "0" on the dial during a table traverse.
Convert your decimal guesses to change gears by using either the book or a PC. It's up to you.
Your future production accuracy will depend on how close you get to "truth".
Let's say that you have found satisfactory change gear sets for both "test" gears. Basically what you have are two setups that would have successfully cut your test gears.
Finding the Differential Formula
Now you need to reverse engineer the setups to determine
the type of machine and its differential formula. The math is simple, and it's all in this FAQ (See Step 11 in topic above). First you try to make the Type A formula work.
Taking the first test case, substitute your known values (helix angle, hob starts, NDP) into the Type A formula and solve for the Constant value.
Then do the same with data from the 2nd test case. If you get the same constant value, congratulations! You have your formula, constant and all.
If you get a significant difference in values for constants, this indicates a Type B machine. Taking each test case substitute known data into the Type B formula (Type B requires number of Teeth as well as Helix angle, hob starts, and NDP). If you get a close match between constant values, congratulations! You have your formula, constant and all.
I've been through the calculations often enough to easily assist you, and I'd like to add your machine to the FAQ's growing collection of machine constants. So to this purpose I would be happy to assist. You may send me an including the two differential "setups" corresponding to your test gear specs. Please include manufacturer and model of your machine. I will send you the results with the following Caveate: If there is something "squirrely" with the results I get, I'll be back asking you questions (e.g. does your machine have a tangential hob motion and did you disengage it?)
![]() What is the Differential Factor required in CPC-HOB?
What is the Differential Factor required in CPC-HOB?
Differential Factor as used by CPC-HOB should not be confused with the machine's Lead Constant. Differential Factor is used by CPC-HOB to accommodate the Index Constant on some hobbing machines that changes when the differential is locked or unlocked. CPC-HOB automatically compensates for changing Index Constant when the Diff Factor (DF) is entered.

The Index Constant for most machines is constant and independent of differential engagement. For these machines, Diff Factor = "1".
![]() Why does CPC-HOB find index gear sets too small to reach?
Why does CPC-HOB find index gear sets too small to reach?
CPC-HOB selects suitable index gear sets based on index gear NDP and center-to-center (C-C) distance between fixed index gear shafts. These are user-specified values entered for each machine in CPC-HOB's Hob Machine List. If C-C distance is too small, or if the NDP entered is smaller than actual index gear pitch, then CPC-HOB thinks smaller size gearsets will fit together on the machine.
If the index gear pitch is correct, but CPC-HOB's gear sets occasionally do not reach, increase C-C distance by 5-10%. This will cause CPC-HOB to reject those gear sets that would theoretically reach when in-line, but the machine's index swing arm doesn't permit mounting gears in a straight line.
Both C-C distance and index pitch are accessed from the Browse & Edit option in the Hobbing Machine Constants screen.
![]() Some suggestions when hobbing plastic, nylon, or TufPoly:
Some suggestions when hobbing plastic, nylon, or TufPoly:
Plastic melts easily when cutting causes too much friction. Therefore plastic and nylon like a very sharp cutter. Also, high feed rates (.060-.080 inch/rev) reduce friction by more readily starting the chip. Climb hobbing reduces heat and improves finish for the same reason. If your machine table drive is tight (no backlash) try climb hobbing. Plastic usually comes out better that way.
When shiny, irregular surfaces in the cut appear, or the exit shavngs are clinging tenaciously to the finished gear, the cutter is dull. An M-2 hob cutter will not keep the sharp edge in plastic as long as you might think.
![]() Worm gears: A few hints and suggestions
Worm gears: A few hints and suggestions
Worm gears may be either throated or straight tooth depending on design. You cut a non-throated worm gear as a helical gear. Gear helix angle is the same as lead angle of mating worm, and the hands are always the same for both.
A throated worm gear can present two problems: checking depth of cut and throating.
Checking Depth: A good sample can be used to determine correct depth of cut if you have a selection of balls. You can use the balls as you would use pins on a spur gear to get an over ball measurement. Measure at the smallest diameter, usually at mid-face width. Use a ball small enough to touch the involute tooth surface without touching tooth root. As long as the same ball size is used to check the new worm gear there should be good replication of depth. HINT: holding mics and two balls can be difficult, so put some clean grease in the teeth to hold the balls. Clear petroleum jelly works well. And if you do drop a ball, it usually doesn't roll away.
Throating:If you are using a topping hob to cut a worm gear, throating is automatic. But if you use a standard hob cutter, the throat diameter will likely be too large. Small worm gears can be throated in the blank a number of ways.
One way to throat a large worm gear without making a special form tool is to do the throating on a hobbing machine as a separate operation. Choose a hob cutter whose OD is close to or slightly larger than the worm's root diameter. Use index gears that are "out of time" so that a tooth pattern does not form. Set the hob table approx. to zero degrees and down feed to the throated diameter. Remember, you are not cutting teeth in this operation. After throating is complete, set up hobbing machine to cut teeth as usual.
![]() I've tried everything but it won't cut a good gear - what's wrong?
I've tried everything but it won't cut a good gear - what's wrong?
Here's a checklist of possibilities. Take each one seriously! Whatever is the cause of your grief, I'm sure you will slap your forehead when you find it; so don't skip over anything by saying "I know that's not the problem!"
If this is your first hobbing experience, or you would like a step-by-step walk through to test your understanding of a new machine, then take a look at this FAQ which covers diagnostic tests anyone can do.
Take someone with you to the machine if possible and get them to watch. Often, a fresh viewpoint can reveal a clue that has been escaping you (and that's not just fortune cookie wisdom).
If you see something here that you don't understand, please review this section on Hobbing Machine Topics.
If this is your first time setting up the machine, question the machine's Index Constant. Are you sure of the Index constant? If not, try setting up to cut a spur gear. If you get the correct number of teeth we figure you have the correct index constant. If you just obtained an unfamiliar used machine, question numbers found on the machine. Covers may have been swapped from another machine or simply mismarked by a previous owner. Also, some hobbers use 6 gears in the index, so if the 2 extra gears are not 1:1, the virtual index is different from the actual built-in machine index constant. CPC-HOB lets you use virtual index constants by allowing you to repeat the machine in the Hob List and using different Index constants.
Feed constant? This can be confusing until you are familiar with the machine. There is a good FAQ on feed constant that can help you check your machine's feed constant if you are unsure.
Hobbing machines with dial (or hydraulic) feed don't use feed change gears and therefore don't have a feed constant. These machines rely on the differential change gears for cutting helical gears. Dial feed controls feed rate and chip load only.
Is the cutter really what you think it is? Take it off and have a look. Is it RH or LH? Is it single start? Is it the pitch or module you thought it was? A RH cutter looks like a RH screw if you ignore the gashes that form the cutting surfaces. A single start means that there is only one entry point for the "thread" looking at each end of the cutter. A LH hob requires additional idler(s) in index and differential to change the direction of workpiece rotation. A 2-start hob requires different change gear sets for index and differential.
Also, Transposed cutters will usually be marked for the angle of gear they are designed to cut. Don't confuse this angle with the true lead angle of the cutter. Cutter lead angle is always relatively small, usually around 1 - 3 degrees.
Machines without differential also require idlers and different change gears when the cutter specs are not correctly specified when the change gears were determined. This can be complicated by direction of hobbing and cutter table rotation position. So to keep your first helical setup simple, it is wise to use a RH single start cutter and to cut conventionally toward the headstock if possible. RH single start hob cutters are by far the most common cutters available.
Is the cutter table feeding toward the headstock? This is called "Conventional Hobbing" and is commonly done. But an additional idler in the feed gear train will cut toward the tailstock. Cutting toward the tailstock is called "Climb Hobbing" due to the fact that cutting action enters from the OD and exits at the root, which reverses cutting force that reinforces the table drive force. Climb Hobbing, just as climb cutting on a milling machine, requires "0" backlash in the table drive. A machine capable of climb hobbing is sometimes referred to as a machine with Positive Drive.
Check the cutter table angle setting. The angle of the table assures that cutting action follows the lead angle generated in the gear blank so that the flanks of the tool don't scuff the tooth sides generated.
If the lead angle is 0 degrees (spur gear), then the cutter table must be set to the angle of the cutter. If the cutter is 1Deg 20Min RH, then the table must be set to 1Deg 20Min ClockWise (CW). If the cutter were LH, then the table would be set to the cutter angle, but in the CCW direction. See? the cutter teeth are aligned to the teeth being cut.
If you are setting up a helical gear, then the same principle applies, but you are working from the gear's helical angle, not 0 degrees. So the table must be set to the helical angle but offset by the cutter angle. For example, to set the table for a 20Deg RH helical gear, the table angle should be 20 - 1D 20Min, or 18Deg 40Min CW.
In another example, a 20 Deg LH helical gear requires CCW setting, which means that the cutter angle is added to the gear's 20Deg helix angle. The table angle would be set to 21Deg 20Min CCW to properly offset the table by the cutter angle.
Check the change gear locations (a differential machine can have three sets of change gears). If you "unmesh" a set of gears, then that function will stop working. In other words, to verify the feed gear location, unmesh what you think are the feed gears. This will stop the cutter table from moving. If the table still moves those were not the feed gears!
Mount a set of change gears correctly. Change gears will be written down usually as:|
Driven1 x Driven2 |
|
60 x 80 |
The 60T goes on the idler stud so that it meshes with the 30T. The 60T is the first Driven gear. Now, pay close attention. The second Driver gear is the 40T. It is a driver, since it "drives" the final or fourth gear. In other words, the 30T drives the 60T, and the 40T drives the 80T.
This description applies to all of the change gears used: Index, Feed, and Differential. Check each change gear set in turn for correct positions.
Did you have to double a pair of gears at the machine? If you are not using CPC-HOB, it often happens that gears are too small to reach and don't mesh when mounted. If you double, triple, or otherwise change a gear pair, make sure you are changing a driver/driven pair. Never double both gears in the numerator (or in denominator)! This would drastically change the overall gear set ratio.
One of the change gears is wrong! It may be mismarked or misread. Is the 6 really an upside down 9? Take them off and count the teeth if you're suspicious.
This may not be a "last" thing to check, but be sure the change gear keys and keyways are positivey driving each gear.
This applies to a Non-Differential machine, or a differential machine with the differential locked out.
If table feed disengages without turning the machine off, that will damage the teeth at the exit face of the blank.
If the face width is small compared to the cutter diameter, it could cut all of the OD off.
If you are cutting a helical gear with synchronized index and feed gear sets, the cutter must pass beyond the blank
before the feed drive disengages. In other words, you can't disengage table feed before exiting the blank.
Well, that's about all I can think of for now. There are many variations of machine design that can result in situations not covered here, but this FAQ covers the basics. If you are having problems after going through this check list, then send me an with as much detail about the problem as possible.
![]() How to start and run DOS applications in Windows?
How to start and run DOS applications in Windows?
Users of all PC-based Windows desktop systems can create an icon that will let you start DOS applications with a "click" of the left mouse button. CPC-HOB for DOS is used here as an example.
Windows 3.1 or Windows for Work Groups? This is how to set up an icon.
Enter Windows and select a group window where you want the new CPC-HOB icon. A group window is selected when it is displaying its icons and its title bar is highlighted.
Click on File option. Choose New from the File Menu. The NEW PROGRAM OBJECT window should open. Select Program Item if not already selected and then click on OK. The PROGRAM ITEM PROPERTIES window will open. Fill in the prompts as shown below; skip Shortcut Key for now. Use Tab or Shift+Tab keys to move between prompts.
| Description: | Command Line: | Working Directory: | Shortcut Key: |
|---|---|---|---|
| CPC-HOB | \ CPCHBDIR \ CPCHB | \ CPCHBDIR | (leave blank) |
When finished, click on OK and the new icon for CPC-HOB will be in the selected group window. Double-click this icon to start CPC-HOB.
Windows 95 or Windows NT? This is how to set up an icon.
Start Explorer and find the file CPCHB.EXE in the \ CPCHBDIR directory.
Right click on the file CPCHB.EXE. Select Create Shortcut. A new entry in the
directory will appear called shortcut to cpchb.exe. Hold pointer over the shortcut entry and
depress and hold the left mouse button. With left button down, drag the shortcut entry onto you desktop.
Release and you will have an icon for CPC-HOB.
![]() Why doesn't my application print correctly?
Why doesn't my application print correctly?
If you are using Windows 10 there is a new setting (found in Settings->Devices->Printers and Scanners) that you should check.
The setting "Let Windows manage my default printer" allows you the option to let Windows select the last printer used as the DEFAULT printer.
This setting may be turned off so that when you select a DEFAULT printer, it remains the DEFAULT printer.
Here is a Description of the setting.
Often the best and simplest solution to most problems is to update to latest version of your CPC software.
This is free to licensed users, and you will likely reap other benefits as well.
All CPC software has been updated to print to your Windows default printer. Updating CPC software does not
require reactivation as long as the update occurs on the original PC. But if you update your PC and software
you will need a new activation key. All you need to do is
Be sure to include the ID from your CPC Registration Screen.
If you are having printer problems with any CPC Software program and none of these suggestions helped, please me with as much information as you can about the situation.
Printing Workaround
If you cannot get printing to work automatically, then a workaround exists which allows you to print summaries.
The workaround for printing requires you to find the SUMMARY subfolder in your software's
home folder. Your SUMMARY folder contains all summaries that were ever printed, or where an attempt to print was ever made.
The workaround requires you to find the specific summary .TXT file and open it in Notepad or other editor.
To identify the correct .TXT file, the file name will appear in the summary. Once in the editor, you may print from there.
![]() Why doesn't my mouse work in a DOS application?
Why doesn't my mouse work in a DOS application?
If your mouse is not working in these (or other) DOS programs, check the following property of the command window:
Open the offending program in a window. Click the DOS icon in the upper left corner of the window's title bar. From the drop-down menu, select "Properties". Under the "Options" tab, find the "QuickEdit Mode" check box. Uncheck it. Click OK and check "Save properties... " check box.
You may have to first exit and return to the program, but your mouse should work now.
![]() Why doesn't my DOS application print correctly?
Why doesn't my DOS application print correctly?
If you are using an earlier (16-bit) version of Windows, read on:
Unfortunately, for 16-bit Windows systems, there are no simple answers besides the obvious (paper out, off line, etc.).
CPC software is written for DOS and can run and print from DOS, Windows 3.1, Windows for Work Groups, Win95,
Win98, and NT 4.0. Each one of these systems has been tested and verified.
If you are having problems printing from other applications, check the default printer settings in your Print Manager. Some FAX application software redirects application output from printer to FAX files. If you are on a network, look at the printer que or spool to see if your print job is getting that far. You should see your print job appear in your local print que. Network or peer-to-peer systems differ in how printers are shared or selected, so ask your network administrator if you can't print to a remote printer on the network.
If you must print to a Microsoft Windows network printer, then a batch file with "NET USE..." commands are an alternative. Create a batch (myfile.bat) file using any text editor. Your batch file should contain the following (3) lines:
NET USE LPT1 \\myserver\myprinter /yes
DOS program name
NET USE LPT1 /DELETE /YES
Replace myserver and myprinter with the server name and printer name on your network. Replace "DOS program name" with the DOS program you plan to run. Be sure the slashes (\ /) appear as shown. Place this batch file in the directory where the DOS program resides. Then create a desktop shortcut to the batch file, and you're done.
![]() What information is necessary to specify a STRAIGHT bevel gear summary?
What information is necessary to specify a STRAIGHT bevel gear summary?
These notes will help you specify a summary for Gleason ® Machine Numbers 12, 14, 24A, and 2A. (If you are setting up a 2A Coniflex ®, we may also need to discuss your available tooling, feed cam selection, etc.)
You need the following to specify a straight bevel gear:
(1) Teeth - number of teeth for BOTH members of a gearset. Even if you are producing only one member, you must know teeth in the mating member. If teeth are equal, the set is a MITER set. If not, the smaller number of teeth defines the PINION member and its mate is the GEAR member.
(2) Pitch - If you are working from a print, the pitch (or module or circular pitch) is specified. But if you only have a sample, determine pitch from dividing (teeth+2) by "sharp" OD. "Sharp" OD is used here to mean outside diameter of the sample gear where the face cone and back cone surfaces intersect; in other words, the OD where sharp edges would be formed. Don't rely on rack style gear gages to measure pitch.
(3) Pressure Angle (PA) - This is normally specified on the print. Typical PA's are: 22.5, 20, 17.5, and 14.5 Degrees. Most common is 20 Degrees.
(4) Shaft angle - Shaft angle is often 90 Degrees. Angular gear sets are defined as included angles greater or less than 90 degrees. Shaft angle is the angle "including" pinion/gear pitch cone contact.
(5) Gear system - Typically, you want to use the latest gear standard. To my knowledge, this is AGMA 208.02 adopted from Gleason's 20 Degree Straight Bevel Gear System (1959). This system uses long pinion addendum and short gear addendum. Addendums are equal only for MITER sets.
The older (circa 1922) Gleason system is based on equal addendums for both members regardless of ratio. This system is more likely to produce pinion undercut even in moderate ratios, especially for 14.5 Deg Pressure angle. This system should only be used when matching and replacing a single "older system" member is required.
The third, or "STUB TOOTH" system is based on equal addendums. This system is obsoleted by the modern practice that uses larger pressure angles and proportional addendums to avoid pinion undercut. The stub tooth system defines gear and pinion addendums = 0.800/Pitch. This system should only be used when matching and replacing a single "STUB TOOTH" member.
(6) Backlash - Minimum and Maximum total backlash. Determined by gear standard if not otherwise specified.
Additional information required only when standard values are not acceptable:
Face Width - Length of teeth measured along the pitch cone. Specify larger dimension when members differ.
Working depth - This is the same for gear and pinion. May be determined from gear and pinion addendums. Determined by gear standard if not otherwise specified.
Circular Thickness of either pinion or gear. Determined by gear standard if not otherwise specified.
![]() What information is necessary to specify a SPIRAL bevel gear summary?
What information is necessary to specify a SPIRAL bevel gear summary?
These notes will help you specify a summary for a No. 26 Gleason Machine set up using the SJF VERSACUT ® method. (Let us know if you are interested in other methods or summaries for other Gleason spiral/hypoid machines.)
The same gear data required for a straight gear (see above) is required for a spiral gear; i.e. Teeth, Pitch, Pressure Angle, Shaft Angle, and Gear System. Additionally, you need the following:
(1) AGMA Quality No. - Backlash is determined by AGMA gear quality number. Backlash is Determined for AGMA No. 6 if not otherwise specified.
(2) Spiral Angle - This angle has limited range, but is typically specified as 30 or 35 degrees on the print. Spiral angle is determined at design for a number of factors including noise and strength. (A Zerol gear is a special case of spiral gear with 0 degree spiral angle.)
(3) Hand (RH or LH) - Specify hand of Pinion (or gear). Spiral members are always opposite handed. Hand (RH or LH) is selected at design to optimize gear strength based on direction of driven member and is specified on the print.
(4) Cutter letter and point width. Please list your available cutter inventory( Especially Cutter Bodies with mounted Cutter letters/point widths ). One of your available cutter/body combinations will be used in the summary, and the same cutter will be used for both members, if possible.
![]() What is the versacut method and how is it used to cut spiral bevel gears?
What is the versacut method and how is it used to cut spiral bevel gears?
Gleason's Versacut method was developed to cut spiral bevel gears on a No. 26 machine. Also known as Single Side (SS) method, there may be three separate cutting setups per member: Roughing, OB, and IB. After roughing, Each tooth flank is generated in separate setups. A stock dividing gage is used to position the blank for the second (IB) cutting.
This method is very flexible in controlling tooth bearing and profile, relying on a calculated modified roll rather than exacting cutter specifications. This means that very accurate gear sets in small quantities can be achieved using a small inventory of cutters. Four different diameter bodies will cut a wide range of gear sets.
Spread-blade or duplex methods require specific cutter dimensions for specific tooth proportions, depth, pitch, etc. Spread-blade methods are advantageous in production quantities because the part is finished in one operation. For jobbing quantities, however, the advantages of a small cutter inventory can far outweigh the additional setup and machining time.
Cutters consist of bodies, blades and shims. Once assembled a cutter resembles a crown with the blades perpendicular to the cutter disk, or body. There are Inside Blades which form the convex tooth flank and Outside Blades which form the concave tooth flank.
There are at least 5 different "standard" cutter body diameters. Cutter bodies and blades for the Versacut method are designed for special depth and are indicated by the "V" in the number. Each body diameter comes in 6 different "cutter numbers" for a total of 30 cutters. Each cutter number determines the tooth bearing possible in a given gear set. Blades and shims can be installed in a cutter body to change the cutter number, but this is no trivial task. For this reason it is desirable to have a cutter body for each cutter configuration you normally use.
For some gear specs tooth bearing may be excessively large (or small) for the cutters you have to choose from. Some trade off of profile mismatch can improve tooth bearing, but this is not a recommended practice. Profile and bearing are both important to reducing noise and improving gear load capacity and life.
Evidence from the field suggests that a good "starter" set of cutters is:
| Cutter Body diameter |
Cutter No. | Blade Letter |
Point Width |
D+F Depth |
Cone Distance Range (Approx) |
|---|---|---|---|---|---|
| 6" | 15 V | F | .040 | .500 | 3"-4" |
| 9" | 15 V | F | .040 | .700 | 4"-6" |
| 12" | 15 V | A | .070 | .950 | 5"-9" |
| 18" | 12 V | T | .100 | 1.200 | 8"-13" |
Your cutter inventory will depend on the specific work you plan to do, but a job shop should plan on having this list as a minimum. Still, this is nothing like the inventory required to support fixed-blade or duplex cutting methods over a wide range of gear sets.
For any bevel gear work, whether straight or spiral, a roll test fixture is a must. The roll test machine enables you to inspect members in mesh and to evaluate location of tooth contact pattern.
Don't forget tool grinding. A Gleason tool grinder may be a good investment to round out your capability. Whether you grind in-house or send it out, grinding these cutters is no trivial task.
![]() When a spiral bevel set has a cone distance much larger than the largest cutter available, what effects will this have?
When a spiral bevel set has a cone distance much larger than the largest cutter available, what effects will this have?
Normally the selected cutter radius should be approx. equal to the mean cone distance. When a cone distance is larger than the largest cutter radius, tooth taper results, causing inner tooth space to be larger than outer. Since cutter PW must be smaller than smallest tooth space, this may require multiple finishing setovers to complete a member.
If the machine limit on OD (nominally 30 Inch) is not exceeded, then the set can be successfully cut, if tooth taper is acceptable.
Reducing spiral angle in this situation will reduce tooth taper without degrading gear performance (load & noise) significantly. Spiral angle of 30 Degrees is often acceptable for the gear design, but this reduces face contact ratio and increases eccentric angle, a machine setting. If face contact ratio stays above 1.5 then gear noise should not be a affected significantly. If eccentric angle setting is below 165 Degees (machine limit) then the gear can be cut.
![]() How are cutter numbers interpreted for Gleason No. 16 and 26 machines?
How are cutter numbers interpreted for Gleason No. 16 and 26 machines?
Here is a representive drawing of a simple spiral bevel cutter:

|
The schematic shows a cutter with 4 finishing blades to illustrate views of consecutive
finishing cutting blades.
The two views (A-A and B-B) show cutting edges of Inside and Outside blades, respectively.
These profile views indicate cutting edges that define Blade Angles. As each represents half of
a rack form, some would think of these Blade Angles as Pressure Angles, but not necessarily so.
If symmetrical blades are mounted in the cutter body then Blade Angles of Inside and Outside finishing blades would be equal. One might erroneously think that this cutter would generate a normal gear tooth pressure angle. Geometry of tooth and cutting action makes this "ideal" condition untrue in most setups. Cradle angle and tilt angle settings most often require tilted blade angles. In most cases Inside blade angles must be ground to a slightly larger PA, and Outside blade angles must be ground to a slightly smaller PA to achieve a normal PA on each member tooth face. Gleason created a system of ground Blade Angles and devised methods that create summaries using a minimum number of different Blade Angles. This system employs Cutter Numbers (noted herein as #) to simplify cutter selection. Gleason marks standard Cutter Numbers on each finishing blade (Roughing blades are marked differently to distinguish roughing from finishing). Unless the purpose is to create hypoids or asymmetrical tooth profiles on gear members, finishing blades will be furnished in matching sets. For this discussion, the assembled cutter body assumes the cutter number marked on the finish Inside and Outside blades. |
We can illustrate the numbers that may be found on finishing blades with the following example:
3 - 9 - 20 - B - C - C1234
Where:
|
Slot Number Cutter Number Pressure Angle Blade Letter Toprem Letter Serial Number |
3 9 20 B Toprem C C1234 |
Position in body # Described below Nominal for gear Specifies Blade Point Special - Reduced PA at tip - |
Gleason spiral bevel finishing blades should be marked at least with a combination such as #9 - 20 - B. In this example, #9 - 20 indicates that the cutter's nominal Pressure Angle is 20 Degrees and the "B" indicates 0.080 Blade Point Width. The "#9" indicates the equal but opposite deviation, or tilt of both Inboard (IB) and Outboard (OB) cutter blade angles from the nominal 20 Degrees.
If we consider a #0 - 20 cutter, the differences between each IB / OB angle and the nominal PA would be 0, so that IB and OB angles would both be 20 Degrees. In other words, the cutter profile would be symmetrical.
Cutter numbers other than #0 are not symmetrical; that is, the IB and OB blade angles differ in a plus/minus amount about the nominal PA. Visualize the finish blades as tilted either inboard or outboard in the cutter body. In this case the IB and OB blade angles are changed. For example, if a 20Deg PA cutter IB angle is 21D 30M, its OB angle would be 18D 30M. The IB / OB differences are +/- 1D 30M.
A positive cutter number means that the IB angle is greater, as in the example cutter above. Again, visualize all blades as tilted outward. In contrast, a negative cutter number means that all blades are tilted inward so that the OB angle is greater. Tilting is for visualiztion only. As indicated above, blades are ground with different IB/OB blade angles and are not (typically) tilted in the body.
The Cutter Number (#9 in our example) is simply the difference from nominal PA expressed in minutes divided by 10. In the example where the IB / OB difference from nominal PA is +/- 1D 30M, the number of minutes is 90 and thus the cutter number is 90/10 or 9. Here are a few more examples:
| Cutter Number | Nominal PA (Degrees) | Difference (Minutes) | Difference (Degrees Minutes) | Inboard (IB) (Degrees Minutes) | Outboard (OB) (Degrees Minutes) |
|---|---|---|---|---|---|
| #0 - 20 | 20 | 0 | 0 | 20 | 20 |
| #9 - 20 | 20 | 90 | 1D 30M | 21D 30M | 18D 30M |
| - #9 - 20 | 20 | 90 | 1D 30M | 18D 30M | 21D 30M |
| #20 - 20 | 20 | 200 | 3D 20M | 23D 20M | 16D 40M |
| #20 - 30 | 30 | 200 | 3D 20M | 33D 20M | 26D 40M |
| #40 - 20 | 20 | 400 | 6D 40M | 26D 40M | 13D 20M |
Cutter number should be accompanied by a letter denoting cutter blade point width.
According to Allan G, the cutter number system is the same for diameters from 1.1" to 18" dia.
Roughing cutters are generally expressed in minutes. For example, a #9 - 20 finishing cutter could be identified as PA 20 - 90 roughing cutter.
Versacut(® Gleason) cutters are noted by a "V" after the cutter number; e.g. #12V - 20. These cutters are designed to cut to extra depth but are otherwise interchangeable with standard finishing cutters. Here is a table comparing cutting depths:
| Cutter Dia | Standard Finishing Blades Max Cutting Depth | Versacut Max Cutting Depth |
|---|---|---|
| 6.000 | 0.375 | 0.500 |
| 9.000 | 0.562 | 0.700 |
| 12.000 | 0.765 | 0.950 |
| 18.000 | ----- | 1.200 |
There are other variations on notation (HARDAC comes to mind), but armed with the previous explanation, the variations should be easier to interpret. If you see a cutter notation that defies understanding, or differs from this explanation, please it to me or post it on the forum.
This information was supplied by Allan G in response to a question on the forum. Thanks Allan.
![]() Is Gleason's UNITOOL Method right for me?
If you cut small quantities of hypoid, spiral, or Zerol gears (or want to), and you either have or are
considering one of several Gleason Hypoid generators, then you might find this interesting.
Is Gleason's UNITOOL Method right for me?
If you cut small quantities of hypoid, spiral, or Zerol gears (or want to), and you either have or are
considering one of several Gleason Hypoid generators, then you might find this interesting.
The following Gleason machines, referred to by their number ( or No.), are ideally suited to the Unitool method:
106
116
108
118
*16
These machines all have cutter tilt which is necessary for the Unitool method.
What is the Unitool method, you ask? According to Gleason, the Unitool method was developed for small runs of gears. To that end, Gleason has done an excellent job of incorporating features important to small runs in the job shop environment. For example, each member of a pair can be completed on a single machine using a single cutter without removing the member.
Versatile? You bet. To accomodate hypoid, spiral and Zerol, Unitool is actually 2 methods in one.
The first method (aka Generated) starts with tooth proportions based on Gleason's "Spiral Bevel Gear System" and calculates machine settings accordingly.
The Generated method is used to generate spiral members (and Zerol members) on intersecting axes only.
The second method (aka Hypoid) starts with tooth proportions based on Gleason's "Designing Hypoid Gear Blank" system and calculates machine settings accordingly.
The Hypoid method creates a formate gear, and a matching generated pinion which may or may not be offset (i.e. Hypoid).
The Generated method applies to ratios below 3:1, while the hypoid method applies above 3:1.
Another feature of Unitool is that, once the machine settings are obtained, the operator has full and comparatively simple control to complete the pair. Even if the quantity is small, the operator has "machine" control of tooth thickness and tooth bearing. This makes "one-off" pairs a reality (barring mistakes of course!). A big reason is that there are no bias adjustments to make. Corrections found on a Gleason Testing Machine are transferred by the operator directly to the generating machine.
Once members are accepted on the testing machine, the same template of "proof" settings allows further production of members to take advantage of normal "batch" processing. Typically a roughing operation is applied to all, then two finishing cuts are performed in the style of Fixed Setting". "Batching" a production run means that each blank is remounted twice using a stock dividing gage.
The first pair completed provides the "proof" of all settings and set-over (more on that later) as applied in a three-step production process. So you see, it's not just a "one off" method. Having said that, Unitool cannot compete with more traditional high volume methods of high quality production, where both machines and cutters are chosen optimally for each operation.
Another feature is that the calculations are among the fewest needed for any of the Gleason methods. This is especially important when new work is often introduced to the shop. A job shop faced with new work on a daily basis will soon see the benefit of a fast, simple and accurate PC program to produce summaries (this is my shameless plug for CPC-UNI software which may be downloaded from this website).
Let's get the main negative out of the way - Unitool requires special cutters. If standard cutters were used for finished profiles, teeth would be theoretically conjugate with no length-wise or profile ease-off. Practical gears and pinions require ease-off to lessen the effects of mounting variations and deflections. Since Unitool summaries cannot be adjusted for this**, cutters are specially ground to provide vital lengthwise and profile ease-offs. Now you know why Unitool requires special cutters.
If you can't find "pre-owned" Unitool cutters then try Ash Gear & Supply or Gleason as a source. The Unitool inventory of cutters includes only 7 cutters, one each for the following diameters:
3.5", 4.5", 6.0", 7.5", 9", 12", and 16"
The amount of ease-off is designed into each cutter to produce a "nominal" tooth bearing which varies based on face width, pitch and cutter diameter. A smaller diameter of cutter reduces size of tooth bearing. Diameter of cutter and length of face width are the only ways you have to control relative size of bearing. Location of bearing is more directly controlled as follows. Since ease-off is fixed in the inner and out blades, you never shim or adjust the blades in any way.
When you put the "proof" pair in a Gleason testing machine, you can see and correct for bearing location by movement of the pinion in the machine. Since the testing machine is the conjugate "twin" of the generating machine, you make the same corrections for the pinion in the generating machine, except the corrections are in the opposite direction at the machine than they were in the testing machine. Not having to deal with bias settings makes things so much simpler at the machine.
You might suspect that cutting a proper tooth space would require a number of cuts, and you might be right. Point width is preset to clear the smallest pitch in that cutter's range, so if you are using a small diameter cutter at the large end of the cutter's pitch range, the tooth space may not clean up. So you will likely make your first cut a roughing cut. This is another feature of Unitool - you can use a standard cutter for roughing, and leave only a finishing stock. This saves wear on the Unitool cutters and might eliminate cuts made necessary because of a small point width. Three cuts on each member is the preferred method even when producing small quantities.
It's a feature of Unitool that you can make all the cuts on gear and pinion with the same cutter (try that with any other method!). Still, using the same cutter for roughing an finishing is best reserved for the first "proof" set.
Except for tooling Unitool might seem like just another "fixed setting" method, but one thing is different. Unitool calculations give you an additional setting called "Set-Over". Set-over is not magic, but it's pretty close. The way a Unitool summary is constructed, the gear and pinion are cut "in-place" as previously described, for lack of a better term. This just means that the cutter acts as a conjugate member for the member being cut. What does this mean? Primarily it means that if you had a way to roll the workpiece about it's axis and cut again you could cut the same conjugate profile with the same tooth bearing in a slightly different location on the blank. This sounds like controlling tooth thickness to me. And that's what set-over does for you. Set-over is the total adjustment you would need to make to recut the 2nd finished side for correct tooth thickness.
FINISHING THE GEAR USING SET-OVER
Set-over for the gear is always in the direction to make tooth space larger. For example let's assume you just finished a roughing cut,
and you want to take your first finish cut on the gear. Put the Unitool cutter on the machine and shift the work spindle by 1/2
the summary's value for gear set-over. You can pick either direction, but for our example, let's finish the convex profile first.
Next we want to finish the concave tooth profile so we shift the work spindle by the full set-over amount in the opposite direction.
After the second finish cut we check tooth thickness and make an adjusting cut if necessary. Set-over doesn't allow for backlash.
FINISHING THE PINION USING SET-OVER
Set-over for the pinion carries a direction as well as an amount. In other words, not all pinion set-overs make the tooth space wider.
The total set-over amount for the pinion can be to
either reduce or increase tooth space, and the summary convention is this: "Away" in the summary means
to move away from the side just cut to remove more material in the final cut.
"Toward" means to move in the direction toward the side you just cut to remove less material in the final cut.
You might be wondering how moving "toward" can remove less material. Didnt you just remove material already? How do you remove less now? This would be true in the case of the gear, and that's why there is no "toward" set-over for the gear. The gear only has one set of settings and its set-over is always "away".
The pinion's second cut is different, in that the machine settings for the second cut are different, which puts the cutter at a different place. If you don't do a "Toward set-over" back toward the first finish cut, then the tooth space will be too wide.
A three-cut pinion would start with a roughing cut using either concave or convex settings.
ROUGHING
Let's assume that concave settings are used for roughing. Use any appropriate cutter whose point width will leave sufficient stock for two finishing cuts.
FIRST FINISHING - CONCAVE PROFILE
Remove the roughing cutter and mount the Unitool cutter identified in the summary.
Next shift the workpiece by 1/2 the set-over amount to take more concave material. Take the concave finishing cut.
SECOND FINISHING - CONVEX PROFILE
Now you prepare for the third cut. This will finish the convex profile in our example. Change the machine
settings to the convex settings from the summary. Shift the workpiece axis by the total set-over amount in the correct direction.
If the summary calls for "Away", then the direction must be away from the concave side to remove more convex material.
If the summary calls for "Toward", then the direction must be toward the concave side to remove less convex material.
There is much more to Unitool; I humbly tried to clear up a few areas that might be confusing. Gleason provides the definitive material for design of blanks and the Unitool method in a number of publications.
Here are the publications I'm familiar with:
Calculation Instructions
Hypoid and Spiral Bevel Gears
Unitool Method - Formate Pairs
HFU
Gear Engineering Standard
21 pages
Calculation Instructions
Spiral and Zerol Bevel Gears
Unitool Method - Generated Gear and Pinion
SGU
Gear Engineering Standard
16 pages
The Unitool Method
For Cutting Spiral Bevel, Zerol Bevel and Hypoid Gears
Gear Engineering Standard
10 pages
Gleason Spiral Bevel Gear System
1964 Revision
12 pages
Gleason Method for Designing Hypoid Gear Blanks
1971 Revision
17 pages
------
* cutter tilt is limited to 10 degrees, so some pressure angles or
summaries may not be possible on a No. 16 machine. The other machines listed are capable of 30 deg cutter tilt.
** It seems to me that additional motions of the workpiece axially and in roll would generate ease-off. Maybe Gleason felt it was more cost effective to use specialized tooling. Perhaps an enterprising shop will come up with a way to apply pseudo motions that create ease-off using standard tooling. Send me an if you want to comment or ask a question about Unitool.
![]() How to Inspect Gleason Spiral Bevel Contact Patterns?
How to Inspect Gleason Spiral Bevel Contact Patterns?
Gleason's Bevel Gear Development & Testing Procedure document was reprinted in Gear Technology (July/August 1986 issue) and is shown at the link below.
While there are depictions of contact patterns accompanying proportional changes calculated in Gleason literature, Gleason has made this presentation with detail suitable for those of us who need a lot of explanation with pattern location, movement, etc.
![]() What is the change gear setup for a Fellow's No. 6 or No. 6A Shaper?
What is the change gear setup for a Fellow's No. 6 or No. 6A Shaper?
There are substantial differences between Fellows 6 and Fellows 6A.
The newer 6A is described first since 6A's are more commonly used.
The index gear formula for a Fellows 6A Shaper is:
(G/T x 3/10)= (A/PG x B/C x D/E)
This formula may be expressed another way (both give the same results):
(T/G x 10/3 x A/PG x B/C x D/E) = 1/1
where:
G= teeth in workpiece
T= teeth in cutter
3/10 is machine constant
A is index gear on worm shaft
PG is "pitch gear", drives index gear "A"
B is index gear mounted behind "PG" on same shaft
C is index gear drives "B"
D is index gear mounted behind "C" on same shaft
E is index gear drives "D", mounted far left
E is the first driver gear/shaft in the index change gear series and A is the final driven on the index table worm shaft.
Shafts on 6A machines are marked for the respective index gear.
D and E are on fixed center shafts and the sum of their teeth must be 138. Usual sizes are 69x69 (1:1), or 92x46 (2:1). D and E extend the range of possible gear teeth that may be cut. Also, 23x115 (1:5 or 0.2) is numerically possible, but will they work? If anyone finds that 23x115 will or won't work, please let me know.
Change gears are 3/4 FW, 16NDP 14.5 PA and all have the same Tri-Lobe bore.
Here are two pictures of a Fellows 6A:
front view, change gears behind cover on lower left
and change gears inside cover of Fellows No. 6A. Idler shown is used only
when cutting internal gears.
(Pictures and details provided by Drew - Thanks Drew)
The Fellows 6 (and 6Z2 with larger table). Early 6 shapers were originally driven by overhead belt.
The index gear formula for a Fellows 6 or 6Z2 Shaper is:
(G/T x 3/5)= (A/PG x B/C)
This formula may be expressed another way (both give the same results):
(T/G x 5/3 xA/PG x B/C) = 1/1
where:
G= teeth in workpiece
T= teeth in cutter
3/5 is machine constant
A is index gear on worm shaft
PG is "pitch gear", drives index gear "A"
B is index gear mounted in front of "PG" on same shaft
C is index gear drives "B"
Change gears are 3/4 FW, 16NDP 14.5 PA and 3/4 bore. There is a spacer that is used to separate
PG and B. Some very early machines (see picture) used special pitch gears (PG) which were 7/8 bore for
the stepped shaft.
Older No. 6 machines use a 4-gear change set (A/PG x B/C). The machine constant is 3/5, not 3/10.
Here are two pictures of an old Fellows 6:
front view and right side of Fellows No. 6.
(Pictures courtesy of Archie Cheda, Practical Machinist)
Our thanks go to forum participants Drew and Malcolm Brown, and Don Shattuck at Gear Works Inc. in Springfield, VT USA for providing this very useful information.
Also, Gear Works Inc. specializes in Fellows 6A Shapers and is preparing a complete manual set for the care and feeding of 6A's. According to Don, these manuals will detail in simple to follow steps the adjustment of the infeed and timing mechanism, 4-point adjustment and apron lock setting, as well as trouble shooting common problems. If you have (or want) a 6A, then you will want to visit their web site.
![]() What is the change gear setup for a TOS OH 6 Gear Shaper?
What is the change gear setup for a TOS OH 6 Gear Shaper?
As shown on pages 1 and 4, the formula:
Cutter Teeth 5 A C
---------------- X --- is identically equal to --- X ---
Gear Teeth 3 B D
The formula above is an identity and the same for all change gear sets, and may
be used to verify any gearset if you use numbers other than those shown in the tables.
A generous contributor placed these on a download website and posted the link to the forum.
He has made it possible for me to share this with visitors to the FAQ - Thanks Tom !
Questions? Comments? Please submit your response or question by .
Results from Surveying the International Gear Community
Thanks to everyone who took time to participate in this informal two-year plus survey.
These are just raw numbers, so if anyone wishes to contribute thoughts and interpretations please feel free to do so. This might make a good thread in the discussion forum.
|
|
G&E, Barber Coleman, Newark, Lorenz, Lees Bradner, Pratt&Whitney, Gleason, are registered trademarks |